а б
|
Рис.5.43. Разновидности односторонних модельных плит для формовочных машин: а — для опочных форм; б — для безопочных форм |
|
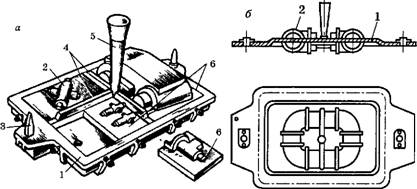
Рис.5.44. Быстросменные модельные плиты для машинной формовки: а — с модельными вкладышами; б — двухсторонняя для формовки в двух опоках; 1 — модельная плита; 2 — модель; 3 — штырь; 4 — модель шлакоуловителя; 5 — модель стояка; 6 — сменные модельные вкладыши |
Раздельное изготовление полуформ является наиболее распространенным методом машинной формовки, для реализации которого в массовом и серийном производстве применяют, как правило, односторонние модельные плиты (рис.5.43). В условиях мелкосерийного производства могут использоваться быстросменные модельные плиты (рис.5.44).
|
|
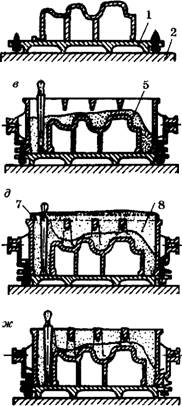
Типовой процесс изготовления верхней полуформы на встряхивающей или встряхивающе-прессовой формовочной машине включает следующие технологические операции (рис.5.45). Модельную плиту 1 монтируют на столе формовочной машины 2
|
|
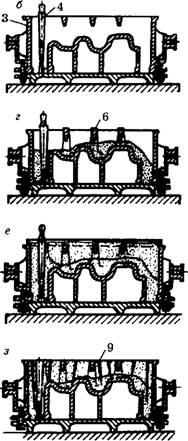
Рис.5.45. Операции изготовления верхней полуформы: 1 — модельная
плита; 2 — стол машины; 3 — опока; 4 —
модель стояка; 5 — облицовочная смесь; 6 — стальные крючки; 7 — наполнительная
рамка; 8 — наполнительная смесь; 9 — вентиляционные каналы
(рис.5.45, а). После очистки ее от остатков формовочной смеси и нанесения антиадгезионной смазки на нее устанавливают по штырям опоку 3, а также модель стояка 4 литниковой системы (рис.5.45, б). Если это предусмотрено технологией, на модель наносят облицовочную смесь 5 (рис.5.45, в), устанавливают стальные крючки 6 или деревянные колышки для укрепления выступающих частей формы (рис.5.45, г) На опоку устанавливают наполнительную рамку 7 и весь свободный объем заполняют наполнительной смесью 8 (рис.5.45, 5). После уплотнения встряхиванием, снятия наполнительной рамки и дополнительного уплотнения верхних слоев смеси в опоке допрессовкой (при работе на машинах 226 М, 2М265 и полуавтоматах 91226, 94265 и др.) или пневматической трамбовкой (на машинах 234М, 235М, 236 и др.) срезают лишнюю смесь с поверхности опоки (рис.5.45, ж), затем накалывают иглой вентиляционные каналы 9 и извлекают модель стояка литниковой системы (рис.5.45, з). Аналогичным образом, но без операции установки и извлечения стояка литниковой системы производится изготовление нижних полуформ.
Извлечение моделей из форм на всех формовочных машинах механизировано, а применяемые для этих целей механизмы подразделяют на две группы:
1) без поворота полуформы перед извлечением модели: штифтовой, штифтовой с протяжной плитой, рамочный;
2) с поворотом полуформы перед извлечением модели: с помощью поворотной плиты машины, после переворота механизмов уплотнения смеси и вытяжки модели, с помощью перекидного стола.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.