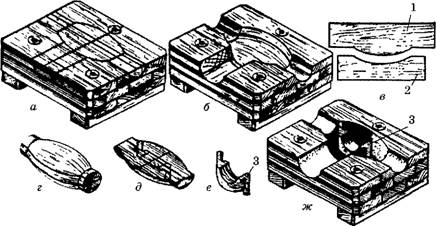
вначале под прямым углом кромки. В половинках ящика (рис.8.17, б) сначала вырезают полукруглой фрезой или специальным рубанком-галтельником сквозное полукруглое отверстие диаметром, равным диаметру входного и выходного отверстия вентиля. Затем стамеской вырезают полость овальной формы по шаблону 1 (рис.8.17, в), контрольная кромка которого натирается цветным карандашом. Далее вырезают полукруглое отверстие, расположенное перпендикулярно продольной оси ящика.
Из заготовки, состоящей из двух брусков, вытачивают вставку, размеры и форма которой повторяют размеры и форму овальной полости ящика (рис.8.17, г). Приемы обработки аналогичны приемам, применяемым при изготовлении основной части модели. Правильность кривизны поверхности вставки при обточке проверяют шаблоном 2. После обработки вставку разъединяют по плоскости разъема на две части и каждую из них вставляют в полость одной из половинок ящика и наносят контур перегородки ребра (рис.8.17, д). Обработанные перегородки 3 (рис.8.17, е) приклеивают в полости каждой половинки ящика (рис.8.17, ж).
Уклоны на вертикальных формообразующих поверхностях моделей и стержневых ящиков предусматривают в процессе их
|
Рис.8.17. Изготовление стержневого ящика корпуса вентиля: а — разметка заготовки половинки ящика для обработки полости; б — половинка ящика с выполненной полостью; в — шаблоны для изготовления полости ящика и вставки; г — выточенная вставка; д — половники вставки, на которую нанесены контуры перегородки; е — готовая перегородка; ж — изготовленная нижняя половинка стержневого ящика |
изготовления. Неизготовленные галтели выполняют специальной замазкой на олифе.
Для получения гладкой рабочей поверхности моделей и стержневых ящиков, а также для предохранения их от насыщения влагой, которая приводит к расклеиванию отдельных их частей и потере геометрических размеров, поверхности модели тщательно отделывают: сначала грунтуют, затем шпаклюют и далее покрывают модельным лаком. После каждой операции поверхность шлифуют наждачной шкуркой.
8.4. особенности изготовления металлических и пластмассовых моделей
В массовом и крупносерийном производстве наибольшее распространение получили металлические и пластмассовые модельные комплекты. Это обусловлено тем, что металлическая и пластмассовая оснастка по сравнению с деревянной имеет большую начальную размерную точность, которую она сохраняет в течение длительной эксплуатации. Так, при машинной формовке по деревянным моделям можно получить около 1000 отливок, по алюминиевым моделям — до 50000, по чугунным — до 100000, по пластмассовым — 35000 отливок. Кроме того, повышенная чистота рабочих поверхностей оснастки из этих материалов способствует получению отчетливого отпечатка модели в форме и стержней с четким контуром.
Для производства металломодельной оснастки применяют алюминиевые сплавы, чугуны, сталь, бронзу, латунь.
Алюминиевые сплавы обладают достаточной прочностью, высокой коррозионной стойкостью, хорошей обрабатываемостью, малой плотностью. Наибольшее распространение в модельных цехах получили сплавы марок АК12, АК9, АК7ч, АК7Ц9, АМг5К, (ГОСТ 1583-93). Из этих сплавов изготавливают модели и цельнолитые модельные плиты для мелких и средних отливок, корпуса и вкладыши стержневых ящиков, сушильные плиты, драй еры, цельнолитые опоки. Перед механической обработкой отливки из этих сплавов подвергают искусственному старению.
Чугуны марок СЧ15, СЧ20 (ГОСТ 1412-85) широко применяются для моделей крупных, средних и мелких отливок, нагреваемых стержневых ящиков, модельных плит для оболочкового литья; моделей и стержневых ящиков для пескодувного, пескост- рельного и пескометного методов формовки, опок, сушильных плит, кондукторов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.