ется стационарный электромагнитный насос 4, обеспечивающий несколько скоростей подачи расплава. Из отверстия 3 расплав 2 заливается в форму 1, которая установлена на тележке 8. Масса заливаемого металла может регулироваться временем истекания расплава через калиброванное отверстие 3 (в случае применения форм одинаковой металлоемкости), с помощью весов 9, а также копиром 10 или уровнемером 7 (при заливке форм разной металлоемкости). Копирующий прибор 10 сравнивает массу заливаемого металла с шаблоном, который выбирается в зависимости от конфигурации формы 1 и посылает сигнал об изменении скорости заливки через усилитель 11 в устройство 12, регулирующее режим работы электромагнитного насоса 4. По такому же принципу работает и система регулирования скорости заливки металла уровнемером 7.
В электромагнитных заливочных установках для транспортировки и дозирования высокотемпературных жидких металлов (сталь, чугун, медь и др.) используются электромагнитные желоба. Они могут успешно применяться при непрерывной заливке жидкого металла, позволяют автоматизировать процессы транспортировки и заливки.
|
|
|
12 |
|
11 |
|
10 |
|
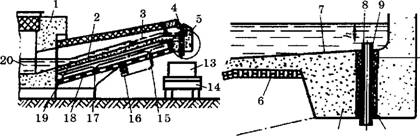
Рис.9.4. Схема установки с электромагнитным желобом |
К этому типу можно отнести заливочное
устройство, показанное на рис.9.4, в состав которого входят плавильная или раздаточная
печь и наклонный транспортный электромагнитный желоб 19. Снизу желоба,
закрытого и футерованного огнеупорным материалом, находится индуктор 18,
создающий перемещающееся электромагнитное поле. Индуктор 18 состоит из постоянно
включенной обмотки 17 и обмотки 15, включаемой в период заливки, в месте стыка
которых находится переключатель 16. Желоб 19 в своей верхней части
заканчивается поперечной стенкой 5 и имеет открывающуюся крышку 4. Вертикальная
огнеупорная трубка 8 для заливки металлом форм 13 (формы подаются конвейером
14) верхним концом 9 выступает над соседним
участком пода 7, который подогревается обогревателем 6. Этим устраняется
возможность попадания в трубку отдельных капель металла после окончания
заливки. В верхней части трубка 8 уплотнена манжетой 10 из огнеупорного
материала, снижающей термические напряжения между подиной желоба
12 и трубкой. Верхняя часть трубки прикреплена к подине желоба 12, а нижняя
опирается на огнеупорную трубку 11. В процессе работы расплав перемещается
индуктором из печи 1 в желоб до того места, где действуют обмотка 15. При этом
образуется постоянный слой расплава 2, обогревающий желоб и состоящий в
постоянном обмене металлом с ванной 20 в печи 1. При заливке включается обмотка
15 индуктора, расплав поднимается к верхнему краю желоба до уровня 3 и
вытекает через трубку 8 с постоянной скоростью, так как высота металла над
трубкой поддерживается индуктором в большей части времени заливки практически
постоянной.
На рис.9.5 представлена схема дозирования сплава с помощью фотоэлемента. Этот способ дозирования позволяет залить форму с различной металлоемкостью и контролировать заполнение их сплавом. Фотоэлемент 3 установлен над формой 4 и направлен на выпор отливки. При движении формы она останавливается по центру стопора. Начало и прекращение выдачи сплава из тигельного ковша 2 осуществляется открытием и запиранием стопорного устройства 1.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.