Стержни, подвергаемые сушке в печах, транспортируют и сушат на специальных приспособлениях — сушильных плитах. Стержни, изготавливаемые в вытряхных ящиках с ровной плоскостью, сушат на плоских плитах (рис.6.17, а, б). Стержни, не имеющие горизонтальной опорной плоскости, выкладывают из ящика на фасонные сушильные плиты — драйеры (рис.6.17, в). Плиты делают сварными (рис.6.17, а) из листовой стали или литыми (рис.6.17, б, в) из чугуна или алюминиевых сплавов. Для предохранения плиты от коробления выполняют ребра жесткости. Для лучшей циркуляции газов и ускорения процесса сушки стержней в плитах и драйерах делают отверстия диаметром 6- 10 мм.
В единичном и мелкосерийном производстве
драйеры могут быть заменены песчаной постелью, которая изготавливается следующим
образом. После съема верхней половины стержневого ящика на нижнюю устанавливают
деревянную рамку несколько большей высоты (на 25-30 мм), чем половина стержня.
Полость рамки досыпают песком так, чтобы полностью покрыть верхнюю половинку
стержня. Затем на рамку устанавливают плоскую су-
|
шильную плиту и нижнюю половину ящика поворачивают на 180°. После съема ящика стержень остается на песчаной постели, на которой он транспортируется в сушильную печь.
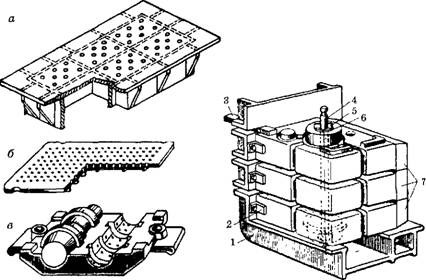
Рис.6.17. Типы сушильных плит |
Рис.6.18. Сборка стержня в кондукторе
Сложные стержни, состоящие из нескольких стержней, собирают и склеивают в специальных приспособлениях — кондукторах самых разнообразных конструкций, зависящих от конфигурации собираемого сложного стержня. Так, на рис.6.18 представлен блок стержней 7 отливки шпиндельной бабки расточного станка, собранных в кондукторе 1 на центральной стальной стяжке 4, заклиненной шайбой 6 и клином 5. Высота и ширина собранного стержня контролируются контрольными планками 2 и 3. В процессе сборки в кондукторе плоскости соприкосновения отдельных стержней покрываются клеем. После склеивания швы заделывают пастой, затем стержни подсушивают, зачищают и контролируют размеры при помощи различных шаблонов.
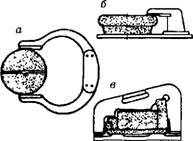
На рис.6.19, а показан простейший шаблон-скоба, с помо- Рис.6.19. Контрольные шаблоны которого можно контролиро-
|
|
для стержней
вать один размер. На рис.6.19, б, в представлены примеры более сложных шаблонов, позволяющих одновременно контролировать несколько размеров стержня. Шаблоны бывают плоские и фасонные. Плоские шаблоны делают из листовой стали или фанеры, а фасонные, как правило, отливают из алюминиевых сплавов.
6.4. ИЗГОТОВЛЕНИЕ СТЕРЖНЕЙ ВРУЧНУЮ
В условиях единичного и мелкосерийного производства стержни еще достаточно часто изготавливают ручным способом по стержневым ящикам и шаблонам. Наиболее распространено изготовление стержней в ящиках.
Прежде чем приступить к изготовлению стержней, необходимо осуществить подготовку стержневых ящиков, которая включает визуальный осмотр и очистку внутренней поверхности ящика от остатков стержневой смеси. При необходимости ящик промывают водой, а в случае применения водонерастворимых связующих — керосином, после чего протирают ветошью и обдувают сжатым воздухом. Проверяют наличие в ящике всех отъемных частей, легкость и надежность их установки. При этом зазоры между отдельными частями ящика должны быть не более 0,5 мм для металлических и 1,0-1,5 мм — для деревянных ящиков.
После проверки и подготовки ящика его рабочую поверхность покрывают разделительным составом, чтобы предотвратить прилипаемость смеси к поверхности ящика и облегчить извлечение из него стержня.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.