|
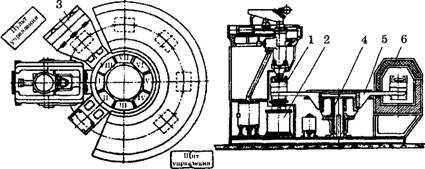
Рис.7.16. Схема автоматической карусельной пескострельной машины для изготовления стержней в нагреваемой оснастке |
На однопозиционных машинах все операции изготовления стержней (надув, отверждение, разъем ящиков, извлечение стержней) выполняются последовательно на одной позиции. Поэтому время, необходимое для изготовления каждого стержня, слагается из продолжительности выполнения каждой операции. В связи с этим для повышения производительности машин их изготавливают многопозиционными. На рис.7.16 представлена схема восьмипозиционной автоматической карусельной машины для изготовления стержней в ящиках, нагреваемых в проходной печи 6. На позиции I осуществляется прижим с помощью цилиндра 2 горячего стержневого ящика 1 к пескострельной головке и заполнение его стержневой смесью. Свободная позиция II предусмотрена для переналадок и смены стержневых ящиков. Нагревательная печь располагается на позициях III-VII. На позиции VIII осуществляется раскрытие стержневого ящика, извлечение стержня и выдача его на транспортер или в тару с помощью устройства 3.
Стержневые ящики устанавливаются на кронштейны поворотного стола 5, закрепленные на каждой грани восьмигранного стола. В нижней части стола установлен поворотный привод 4, фиксаторы которого попеременно входят в зацепление со столом.
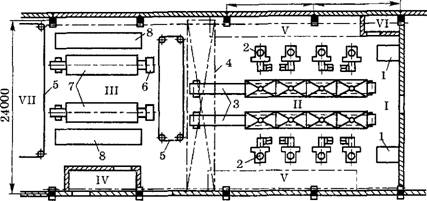
Учитывая то, что технологический процесс изготовления стержней по нагреваемой оснастке наиболее эффективен в условиях массового или крупносерийного изготовления отливок, в стержневых отделениях современных литейных цехов используются не отдельные машины, а комплексно-механизированные линии. Пример организации такого стержневого отделения приведен на рис. 7.17.
|
|
|
12000 |
|
12000 |
|
VIII |
|
Проход-проезд по цеху |
|
Рис.7.17. Схема стержневого отделения с комплексно- механизированными линиями для изготовления мелких и средних стержней в нагреваемой оснастке: I — участок приготовления смеси; II — участок изготовления стержней; III — участок комплектовки стержней; IV — рабочее место мастера; V — склады стержневых ящиков; VI — кладовая вспомогательных материалов; VII — формовочное отделение; VIII — склад формовочных материалов; 1 — смесители; 2 — пескострельные машины; 3 — ленточные конвейеры, оснащенные вытяжными зонтами; 4 — мостовой кран; 5 — подвесные цепные конвейеры; 6 — стеллажи обработки и окраски стержней; 7 — проходные печи для подсушки окрашенных стержней; 8 — склады готовых стержней |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.