Рис.1.2. Классификация процессов упрочнения (отверждения) смесей
Многократно используемые формы по характеру
протекающего в них процесса кристаллизации литейного сплава условно разделяют
на две группы:
а) формы, в которых расплав кристаллизуется без дополнительного воздействия;
б) формы с кристаллизацией в них литейного сплава под давлением.
К первой группе относятся шамотные, кирпичные, метал- локерамическке, графитовые формы и кокили. Ко второй группе относятся пресс-формы для литья под давлением, для штамповки расплава, для литья выжиманием, для литья вакуумным всасыванием и центробежного литья.
1.3. ПРОЦЕССЫ, ПРОИСХОДЯЩИЕ В ФОРМЕ ПРИ ЗАЛИВКЕ ЕЕ МЕТАЛЛОМ
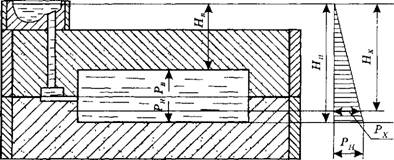
При заливке литейной формы металлом в ней протекают механические, термические и химические процессы [3]. Механические нагрузки на форму обусловлены гидростатическим давлением металла, которое зависит от его уровня над местом, где измеряется давление, и от плотности расплава (рис 1.3).
|
Рис.1.3. Давление расплава на стенки формы |
В общем виде:
Px=pHxg, (1.1)
где Рх — удельное давление на поверхности формы, Па; р — плотность жидкого металла, кг/м3; Нх — высота уровня металла в литниковой чаше над точкой, где измеряется давление, м; g — ускорение силы тяжести, м/с2.
Наибольшего значения давление достигает на нижней поверхности полости формы:
Рн =HHpg. (1.2)
На верхнюю поверхность полости формы действует давление, направленное вверх:
РВ=Нвр g. (1.3)
Давление металла на боковые стенки формы повышается пропорционально высоте уровня металла в литниковой чаше.
В процессе заливки формы расплавленным металлом вследствие его трения о стенки литниковых каналов и полости формы последние подвергаются размыванию. Если же поток металла наталкивается на поверхности полости формы или меняет свое направление, то форма подвергается динамическому воздействию этого потока.
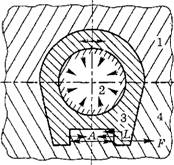
После затвердевания расплавленного металла в форме происходят охлаждение и усадка, т.е. уменьшение размеров отливки. Если отливка имеет сложную конфигурацию, то некоторые части формы могут препятствовать ее усадке (рис. 1.4).
Стержень при усадке отливки испытывает сжимающие усилия по всему периметру, в отливке при этом возникают растягивающие усилия. Участок А нижней полуформы сжимается выступающими частями отливки, которые, соответственно, подвергаются воздействию изгибающего момента. Сопротивление формы усадке может привести к возникновению значительных напряжений, которые могут вызвать образование трещин в отливке.
|
Рис.1.4. Напряжения в отливке и в форме: 1 — верхняя полуформа; 2 — стержень; 3 — отливка; 4 — нижняя полуформа |
После
заполнения полости формы расплавом между отливкой и формой возникает градиент
температур, который вызывает переход тепла от отливки в форму. Отливка при
этом охлаждается, а форма нагревается. Этот процесс является нестационарным.
После заливки поверхностный слой полости формы, находящийся в непосредственном
контакте с жидким металлом, быстро нагревается до температуры, близкой к
температуре металла. Материал формы при этой температуре должен оставаться
прочным, не размягчаться и не плавиться, т.е. быть огнеупорным. Через
поверхность полости формы тепло отводится из отливки в форму. На границе
контакта отливки с формой температура металла снижается и возникает разность
температур поверхности и осевой зоны отливки — поперечный температурный
градиент. При этом поверхность отливки имеет температуру А,
а поверхность полости формы нагревается до более низкой температуры А! (рис.1.5, кривая 1). Вследствие перехода тепла из отливки в
форму последняя постепенно нагревается. На первой стадии, сразу после
заполнения формы металлом, нагревается
лишь поверхностный слой полости формы до температуры А'.
По мере удаления от поверхности полости формы температура быстро снижается.
Через некоторое время температура металла понижается до значений,
соответствующих кривой 2. Температура формы изменяется согласно кривой 2'. В слое
формы толщиной AS перепад температур составляет At. Поверхностные
слои полости формы претерпевают более значительное термическое расширение,
чем внутренние, расположенные на глубине AS.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.