Q
а =------ hnr\, (5.27)
F0
где G — сила тяжести формовочной смеси, Н; j^o — площадь опоки, м2; h — высота подъема встряхивающего стола, м; Г| — коэффициент, учитывающий потери силы падающих частей машины вследствие трения и противодавления воздуха, q = 0,3-0,7; п — число ударов стола.
Степень уплотнения формовочной смеси (кг/м3) может быть рассчитана по эмпирическому уравнению проф. Н.П.Аксенова:
5ср = (1 + /га°'3)Ю3, (5.28)
где k — коэффициент уплотняемости формы встряхиванием, k = 0,35-0,55; а — удельная работа встряхивания.
Основные преимущества встряхивающего метода уплотнения связаны с простотой оборудования, универсальностью, невысокой чувствительностью к качеству смесей. Наряду с преимуществами этот способ формообразования имеет ряд серьезных
недостатков, существенно сокращающих области его применения: длительность процесса; значительный шум во время работы; высокие энергозатраты; динамичность действия, требующая сооружения громоздких фундаментов; трудность автоматизации всего комплекса операций процесса изготовления форм.
Для устранения многих из указанных недостатков в настоящее время применяют комбинированные методы уплотнения, сочетающие встряхивание с подпрессовкой, а также с прессово-ударным уплотнением. Более подробно об этих методах будет сказано а разделе 5.2.3.
|
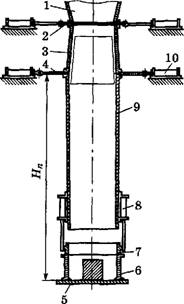
Рис.5.17. Схема гравитационного уплотнения формы |
Гравитационное уплотнение форм
основано на использовании кинетической энергии падающего с высоты Н (рис.5.17)
пакета формовочной смеси, объем и масса которой соответствуют объему опоки и
массе смеси в ней. Для осуществления процесса формовки к опоке 6 с
подмодельной плитой и моделью 5 при помощи цилиндра 8 прижимают наполнительную
рамку 7. Затем смесь подается в бункер 1, откуда после открытия шиберного
затвора 2 попадает в дозатор 3, выход смеси из которого закрыт шиберным
затвором 4. После включения быстродействующего пневмоцилиндра 10 шибер 4 открывается
и отдозированная порция смеси, проходя шахту 9, под действием сил гравитации с
большой скоростью падает на подмо- дельную плиту 5 в опоку 6. При резкой
остановке в смеси возникают силы инерции, уплотняющие смесь. При этом скорость
смеси в момент удара достигает 5-7 м/с, что почти на порядок больше, чем при
встряхивании. В связи с этим смесь способна уплотняться за один удар. Таким
образом, механизм уплотнения смеси при гравитационном методе практически
аналогичен встряхивающему методу.
Несмотря на простоту и надежность оборудования гравитационное уплотнение не способно обеспечивать, во-первых, равномерную плотность форм по высоте опоки, а во-вторых, достаточную плотность для получения качественных отливок, поэтому этот метод можно использовать только для изготовления высоких форм и то лишь в сочетании с другими методами (прессование, вибрация и др.). Кроме того, установки гравитационного уплотнения имеют большую высоту, зачастую превышающую 2,5-3,0 м, что затрудняет их эксплуатацию, в связи с чем этот метод имеет весьма ограниченное применение.
Импульсное уплотнение литейных форм может быть использовано для изготовления отливок различной номенклатуры в опоках с размерами в свету от 500x600 до 3000x2000 мм и высотой от 200 до 2500 мм.
Технологическая гибкость процесса обеспечивается следующими факторами:
возможность изготовления качественных форм по моделям различной сложности с равномерной степенью уплотнения смеси по отпечатку модели и достаточной степенью уплотнения в глубоких полостях и затененных участках. При оптимальном исходном давлении воздуха в импульсной головке для обычных песча- но-глинистых смесей поверхностная твердость формы по отпечатку достигает 89-94 ед., а колебания поверхностной твердости находятся в пределах 5-8 ед. Максимальное уплотнение смеси имеет место по разъему полуформы и минимальное по контрладу. Идеальное с точки зрения технологии распределение плотности смеси по высоте опоки создает благоприятные условия для направленного удаления газов, выделяющихся при заливке металла в форму. Степень уплотнения смеси регулируется величиной исходного давления воздуха в импульсной головке;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.