|
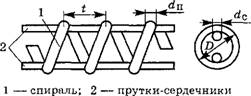
В случаях изготовления ответственных отливок применяются наружные холодильники. Их можно подразделить: |
а) по конфигурации: плоские, прямолинейные круглого, квадратного или иного профиля, криволинейные постоянного профиля и фасонные переменного профиля;
б) по способу производства: на вырезанные из проката или литников; штампованные из проката; отлитые из стали или чугуна;
в) по принципу действия: прямого действия, когда холодильник непосредственно соприкасается с поверхностью отливки; косвенного действия, когда между стенкой металлического холодильника и отливкой располагается слой менее теплопроводного материала (например, формовочной смеси); с регулируемым отбором тепла при помощи различных теплоносителей (воздух, пар, вода и т.п.), пропускаемые с определенной скоростью специальные каналы.
|
|
Толщину наружных холодильников принимают равной
0,5- 0,6 толщины охлаждаемой стенки, а площадь должна превышать площадь
охлаждаемой поверхности в 1,1 раза.
9. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ, ВЫБИВКИ, ОБРУБКИ И ОЧИСТКИ ОТЛИВОК
9.1. заливка литейных форм
Одной из основных операций в процессах технологии изготовления отливок является заливка расплавленного металла в собранную форму. Процесс заливки существенно влияет на качество литья, трудоемкость его производства, выход годного, себестоимость отливок. Способы заливки литейных форм зависят от режима работы литейного цеха, технологии формообразования, механизации заливочных работ и др.
В цехах со ступенчатым режимом работы формы заливаются на специальной неизолированной площадке, где они устанавливаются после их изготовления и сборки. Небольшие формы иногда устанавливаются одна на другую, оставляя открытой только литниковую чашу. Это позволяет увеличить выпуск продукции с единицы производственной площади.
При параллельном режиме работы цеха заливка производится на специальном изолированном участке, связанном с участком формообразования механизмом формопередачи.
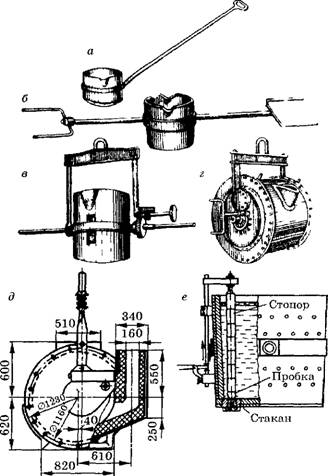
Формы заливаются из разливочных ковшей вместимостью от 10 кг до 50 т и более (рис.9.1). Ковши емкостью до 15 кг (рис.9.1, а) предназначены для ручной заливки одним рабочим, а до 60 кг (рис.9.1, б) — двумя рабочими. Ковши вместимостью от 60 кг до 2 т перемещаются по монорельсу на механизированных подвесках. Более емкие ковши обслуживаются мостовыми электрическими кранами. Ковши емкостью более 500 кг снабжаются механизмами для наклона и поворота с самотормозящей червячной передачей.
По конструкции различают крановые ковши открытые (рис.9.1, в) и закрытые барабанные (рис.9.1, г). Для улавливания шлака применяются специальные ковши чайникового типа (рис.9.1, д). Стопорные ковши (рис.9.1, е) используют при разливке стали.
Ковши изготавливают из листовой стали толщиной 2-15 мм (в зависимости от размеров ковша), футерованной внутри огнеупорным материалом. Для футеровки применяются огнеупорная и шамотная глина, песок и огнеупорный кирпич.
После
футеровки ковши должны быть тщательно просушены и прокалены. Сушка ковшей
производится в сушильных камерах или на специальных стендах при 300-350 °С в
течение 3-10 ч (в зависимости от емкости). Прокалка ковшей производит-
|
Рис.9.1. Разливочные ковши |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.