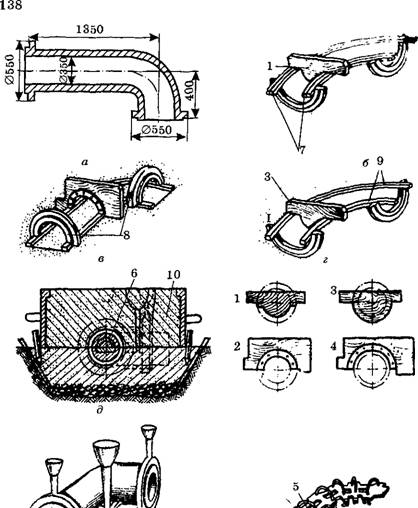
Полость литейной формы для получения отливки колена трубы (рис.4.26, а) выполняют шаблонами 3 и 4, половинами моделей фланцев 8 и рамкой 9, а для изготовления стержня используют шаблоны 1 и 2 и рамку 9 с отъемными планками 7, толщи на которых равна толщине детали. Сначала шаблоном 1 и рамкой 9 с отъемными планками 7 выполняют в твердой постели половину контура внутренней поверхности трубы, т.е. образуют половину песчаного стержневого ящика (рис.4.26, б). Его посыпают разделительным составом и, вставив для прочности литой чугунный каркас 5, формуют стержневой смесью. Так получают нижнюю половину стержня. После удаления рамки на изготовленную половину стержня насыпают смесь, уплотняют ее и, пользуясь шаблоном 4, превращают ее в модель наружной поверхности верхней полуформы 10. Для этого модель посыпают разделительным песком или прокладывают бумагой, размещают на своих местах две половинки моделей фланцев, устанавливают верхнюю опоку,
|
|
Рис.4.26. Изготовление формы по протяжным шаблонам: а — чертеж отливки, б — расположение шаблона при изготовлении нижней части формы, д — собранная форма, е — шаблон *и каркас стержня, ж — отливка с литниками
модели элементов литниковой системы, выпора и уплотняют смесь в верхней полуформе 10. Затем снимают ее, извлекают модели элементов литниковой системы и выпора. С песчаной модели снимают бумагу, устанавливают рамку 9 и шаблоном 2 формуют верхнюю половинку стержня, удаляя смесь с модели, по которой была отформована верхняя полуформа. Изготовленный таким образом стержень 6 извлекают из нижней полуформы, отделывают, красят и сушат. В песчаном стержневом ящике устанавливают половины моделей фланцев, рамку 9 и шаблоном 3 выполняют контур нижней полуформы. После этого, сняв рамку и удалив модели фланцев, отделывают полуформу, устанавливают стержень, по штырям устанавливают верхнюю опоку, нагружают ее и осуществляют заливку расплавом.
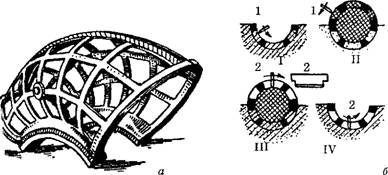
Формовка по скелетным моделям представляет собой комбинацию формовки в почве по моделям и протяжным шаблонам и используется в единичном производстве крупных отливок, например спиральных кожухов, водяной турбины массой около 200 т. Скелетная модель (рис.4.27, а) изготовлена из брусков, равных по толщине стенке отливки. С использованием такой модели изготавливают и форму и стержень.
|
Рис.4.27. Изготовление формы по скелетным моделям |
Процесс формовки осуществляют в подготовленной твердой постели, в облицовочную смесь которой заформовывают половинку скелетной модели (рис.4.27, б). Скребком 1 из внутренней поверхности удаляют и заглаживают смесь, образуя тем самым половинку своеобразного стержневого ящика. Эту поверхность обкладывают тонкой бумагой. Затем устанавливают верхнюю половину скелетной модели и все внутреннее пространство заполняют стержневой смесью, предварительно уложив каркас. Через отверстия в верхней полумодели осуществляют послойное уплотнение, после чего скребком 1 снимают и заглаживают верхнюю поверхность (позиция И), формируя тем самым модель для формирования верхней полуформы, которую посыпают разделительным песком и накрывают опокой (на рис.4.27 не показана). После уплотнения смеси в верхней полуформе ее снимают и удаляют смесь между ребрами верхней половины модели (положение III). Затем ее снимают, извлекают стержень и отправляют его на отделку, покраску и сушку. Шаблоном 2 удаляют смесь между ребрами нижней половины модели, извлекают ее и отделывают углубление, которое при заливке оформляет внешний контур части отливки, расположенной в нижней полуформе (положение IV). Затем в отделанную нижнюю полуформу устанавливают стержень и накрывают ее верхней полуформой, нагружают форму и заливают ее расплавом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.