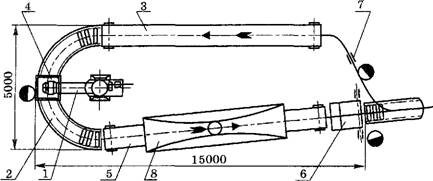
На рис. 7.13 приведена схема механизированной линии изготовления стержней из ХТС, используемой на Минском автозаводе. В состав линии входят смеситель непрерывного действия 1, рольганг 2, ленточный транспортер возврата пустых ящиков 3, стержневые ящики 4, ленточный транспортер отверждения 5, кантователь 6, электротельфер 7 и вентиляционный зонт 8.
|
Рис.7.13. Схема механизированной линии изготовления стержней из ХТС |
Стержни уплотняются в деревянных или полимерных стержневых ящиках. При этом на позиции уплотнения целесообразно применять вибростол. Извлечение стержней из ящиков осуществляется с помощью кантователя 6, после чего электротельфером 7 ящики подаются на транспортер возврата, где производится их сборка и подготовка к заполнению смесью. Производительность такой линии до 40 стержней в час.
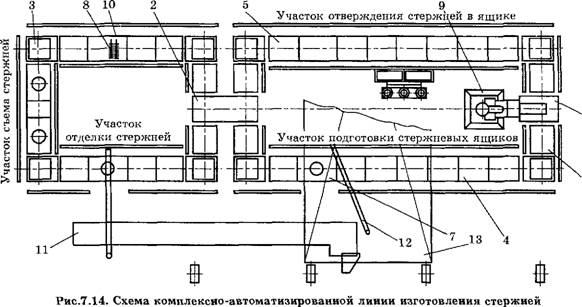
Работа на линии (рис. 7.14) в автоматическом режиме осуществляется в такой последовательности. После подготовки стержневого ящика на рольгангах 7 и 4 он перемещается на угловой стол 3, а затем через передаточный рольганг 6 на вибростол 1. На этой позиции в ящик из смесителя 9 поступает стержневая смесь, после уплотнения которой ящик поступает на следующий угловой стол 3, а оттуда на рольганг 5 участка отверждения стержней. Время отверждения стержня контролируется специальным реле времени, которое включается после того, как ящик сходит с вибростола 1.
После окончания отверждения стержня ящик подается на приемный рольганг поворотно-вытяжной машины 2, где производится накладывание транспортной плиты, кантовка ящика и извлечение стержня. После этого ящик поступает на участок подготовки и дальше на вибростол.
|
|
Выйдя из поворотно-вытяжной машины, стержень на плите перемещается к угловому столу и двигается далее по рольгангам участка отделки. Затем плита со стержнем попадает на угловой стол и далее на участок, где производится съем стержней с плит, передача их на участок окраски и комплектации.
Со столов поворота плита проходит на угловой стол, а затем передается на маршевый рольганг, пройдя который, попадает на рольганг камеры очистки 10. Пневматические или электрические толкатели этого рольганга проводят плиту под щетками 8 камеры. Очищенная плита попадает на угловой стол поворотно- вытяжной машины и по команде, пройдя над досылателем, входит в поворотно-вытяжную машину, при этом приводные рольганги играют роль накопителей.
Ленточный транспортер 11 служит для передачи отъемных частей с участка отделки стержней на участок подготовки ящиков. Участки комплексной линии для изготовления стержней массой более 40 кг, где подготавливают стержневые ящики, а также участки стержней и съема их с линии должны быть оснащены консольно-поворотным краном 12 грузоподъемностью 1 т. Кроме того, линия должна обслуживаться мостовым 13 или подвесным однобалочным краном 12.
Позиции приготовления и засыпки смеси, вытяжки стержней из ящиков и отделки стержней должны быть оборудованы вытяжными панелями. Участок отверждения стержней должен быть закрыт вытяжным кожухом. Приточно-вытяжная вентиляция должна обеспечивать удаление вредных выделений (фенол, формальдегид и др.) до получения допустимых концентраций.
В последние годы для изготовления стержней все большее применение находят холоднотвердеющие смеси, отверждае- мые газообразными катализаторами. Отличительной особенностью этих смесей является их высокая живучесть и скорость отверждения, что позволяет использовать их в пескострельных процессах изготовления стержней. Одной из разновидностей таких ХТС являются смеси для Ашланд-процесса. Вяжущая система этих смесей состоит из 3 компонентов: фенолоформальдегид- ной смолы, полимерного изоцианата и аминного катализатора. Базовую смесь, содержащую кварцевый песок и 1,5-2,0 мас.% фенольноизоционатного связующего (соотношение фенольной составляющей и изоционата от 1:1 до 1:2), готовят в смесителях периодического или непрерывного действия. Живучесть такой смеси превышает 3 ч. После заполнения ею стержневого ящика осуществляется продувка в течение 15-30 с стержня аэрозолем щелочного катализатора — триэтиламина, что приводит к отверждению смеси, которая достигает прочности на сжатие 3-4 МПа. При этом концентрация триэтиламина в аэрозоле составляет 1,5- 2,0%. Отверждение смеси происходит в результате процессов полимеризации, которые до продувки катализатором протекают очень медленно. Сущность процесса заключается во взаимодействии гидроксильных групп фенолоформальдегидной смолы с изо- ционатными группами полиизоционата при продувании смеси в стержневом ящике газообразным катализатором — триэтилами- ном (C2H5)3N, имеющим щелочные свойства. В результате образуется твердая уретановая смола, связывающая зерна наполнителя стержневой смеси. Поскольку отверждение вяжущей композиции ускоряется в щелочной среде, весьма серьезные требования предъявляются к показателю чистоты кварцевого песка или других наполнителей. Повышение содержания в них щелочных или щелочноземельных оксидов приводит к резкому снижению живучести смеси. Следует также учитывать большую склонность изо- ционата к гидролизу, даже небольшой избыток влаги в наполнителе или аэрозоле сильно замедляет отверждение и снижает прочность смеси.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.