Каолиновые глины сохраняют свои связующие свойства до 450-550°С, монтмориллонитовые — до 545-720°С.
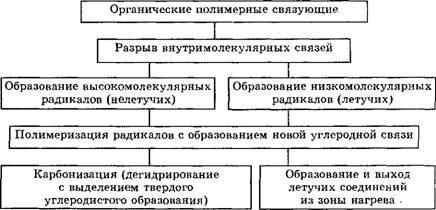
В органических связующих и специальных добавках при нагреве протекают процессы деструкции и газификации (рис.3.2). В диапазоне 100-400°С происходит образование новых углеродных связей. Дальнейшее повышение температуры сопровождается карбонизацией полимеров и образованием трудноокисляемого коксоподобного остатка, составляющего при 600°С 30-60% массы исходного связующего.
Схема деструкции неорганических компонентов смеси может быть представлена следующим образом:
Алюмофосфатные и алюмохромфосфатные связующие сохраняют длительную прочность при нагреве до температуры 1300°С. Жидкое стекло при высокотемпературном воздействии образует на поверхности песчинок прочную пленку твердого геля кремниевой кислоты, которая делает невозможным повторное использование такой формовочной или стержневой смеси.
|
Рис.3.2. Схема деструкции органических компонентов смеси |
Толщина слоя смеси, в которой могут происходить необратимые процессы, зависит от температуры заливаемого металла, теплофизических свойств материала формы, толщины стенки отливки, выдержки ее в форме до выбивки.
3.4. ОЦЕНКА КАЧЕСТВА ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ СМЕСЕЙ С УЧЕТОМ ЭКОЛОГИИ
Литейное производство характеризуется наличием токсичных воздушных масс, сточных вод -и твердых отходов. Количество токсичных веществ в выбросах значительно увеличилось с введением технологических процессов получения форм и стержней на основе синтетических смол. В состав газовыделений, образующихся при изготовлении форм и стержней при заливке их металлом, входят такие высокотоксичные вещества, как фенол, формальдегид, непрерывные и ароматические углеводороды, полициклические соединения. В связи с широким применением в литейном производстве химических материалов чрезвычайно актуальной является задача отчистки отходящих газов. По газоотчистке от продуктов термодек- струкции песчано-смоляных смесей отсутствуют обоснованные рекомендации. Такое положение объясняется многообразием связующих ингредиентов, технологий изготовления стержней, сложностью состава отходящих газов. Одним из методов снижения загазованности литейных цехов — использование малотоксичных связующих. Так, применение мочевинофурановой смолы вместо фенолоформаль- дегидной позволяет значительно улучшить санитарно-гигиенические условия воздушной среды как на стержневом, так и на заливочном участках. Весьма эффективным способом улучшения экологической ситуации в литейных цехах, применяющих холоднотвердеющие смеси со смолами любых типов, является снижение расхода смоляных связующих, которое возможно за счет применения специальных модификаторов, в частности силанов. Снижение газовыделения может быть достигнуто также введением в состав смесей специальных добавок, химически воздействующих на составляющие выделений. Примером могут служить добавки окислителей (азотнокислый натрий, перманганат калия, персульфат калия), которые разлагаются при нагреве с выделением кислорода. Последний окисляет пары фенола, снижая объем вредных выделений в 3-4 раза. Из существующих методов отчистки воздушных выбросов наиболее эффективным можно считать метод глубокого каталитического окисления органических веществ. Для обезвреживания органических паров литейного производства предлагаются термическое сжигание, каталитическое дожигание, адсорбция активированным углем, окисление азотом, окисление перманганатом калия, нейтрализация, ионообмен, биоочистка, охлаждаемая ловушка [9]. Перспективным направлением является разработка и введение в состав смесей специальных добавок, химически нейтрализующих токсичные газовыделения.
3.5. МЕТОДЫ ИССЛЕДОВАНИЯ СВОЙСТВ И КОНТРОЛЯ КАЧЕСТВА ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ СМЕСЕЙ
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.