К недостаткам безвоздушного распыления следует отнести необходимость тщательной подготовки и фильтрации противопригарных красок, а также применения тонкоизмельченного наполнителя. Кроме того, к недостаткам следует отнести сложность конструкций установок, особенно краскораспылительных устройств.
По сравнению с пневматическим распылением при безвоздушном распылении на 20-35% уменьшаются потери краски и, следовательно, сокращается расход краски, улучшаются санитарно-гигиенические условия труда, повышаются производительность труда и качество нанесенных покрытий
Натирку рабочих поверхностей стержня осуществляют специальными пастами. Натирке подвергают стержни, образующие в особо сложных и ответственных отливках необрабатываемые полости и трудноочищаемые от пригара каналы. В состав паст входят серебристый графит, тальк, а в качестве связующих — глина, сульфитно-спиртовая барда и т.д. Разводят пасту до необходимой рабочей вязкости водой или другим растворителем. Наносят пасту на стержень вручную, для чего ее берут на ладонь или плотную ткань и втирают в поверхность стержня до получения однородной и гладкой поверхности.
18 Зак 2456
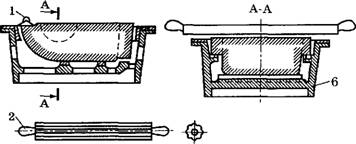
Простые и мелкие стержни после сушки подвергают отделке, заключающейся в снятии заусенцев, образующихся по плоскости разъема стержневого ящика. Заусенцы снимают, как правило, вручную специальными трехгранными ножами, рифе- лями (рис.6.36, а), наждачной бумагой или твердой резиной. Перед зачисткой стержни устанавливают в кондукторы 6, имеющие
специальные опорные элементы для точной фиксации стержней. а
|
|
|
|
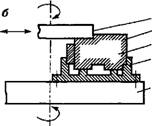
Рис.6.36. Ручная (а) и механизированная (б) зачистка стержней в кондукторах: 1 — трехгранный нож; 2 — рифель; 3 — абразивный круг; 4 — срезаемая часть стержня; 5 — стержень; 6 — кондуктор;
7 — карусельный стол
В массовом и крупносерийном производстве стержни зачищают на карусельно-шлифовальных станках (рис.6.36, б) с помощью абразивного круга 3.
После зачистки тонким душником прочищают вентиляционные каналы стержня и заделывают мелкие дефекты пастой. Дефекты в крупных стержнях разделывают гладилкой, смачивают связующим, накладывают на это место стержневую смесь и слегка уплотняют, прошпиливают и отделывают. Места с исправленными повреждениями подвергают дополнительной покраске и подсушке.
После изготовления стержни осматривают и проверяют их размеры, так как качество стержней и их размерная точность в значительной степени предопределяют качество отливки и точность ее размеров. Контроль изготовленных стержней осуществляют в определенной последовательности. При этом особенно тщательно проверяются стержни, изготовленные по новым ящикам. Вначале проверяют качество поверхности стержня: прочность наружного слоя, отсутствие осыпаемости и трещин, качество просушки, наличие и чистоту вентиляционных каналов. При проверке геометрических размеров применяют специальный измерительный инструмент: шаблоны, калибры, скобы, линейки, щупы и другие приспособления. Стержень считается годным, если проходной шаблон, определяющий максимальный размер стержня, проходит, а непроходной не проходит. Годные стержни укладывают на стеллажи или в специальную тару, а негодные подлежат немедленному разрушению. Стержни, которые еще можно исправить, возвращают на участок отделки и сборки стержней и после ремонта их вновь контролируют.
После окончательной приемки стержни поступают на склад, где их укладывают на транспортные плиты или специальные фасонные деревянные подставки. Мелкие стержни укладывают на плиты, этажерки или в короба. Чтобы стержни не ломались, укладывать их следует плотно друг к другу на войлок или другие эластичные материалы. Помещение склада должно иметь нормальные температуру и влажность. Стержни допускается выдерживать на складе определенный для каждого их вида промежуток времени, в течение которого стержни не теряют своих физико-механических и технологических свойств. Срок хранения стержней из жидкостекольных смесей не должен превышать 2-3 дней, стержни из смесей на основе органических связующих, от- верждаемые в оснастке, могут храниться более длительный срок.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.