При отлаженном производстве и стабильных технологических процессах применяется периодический контроль.
Летучий контроль — периодический внезапный контроль качества нескольких форм, стержней, отливок и т.п. Правила обеспечения «внезапности» устанавливаются стандартами предприятия.
В литейных цехах существует инспекционный контроль, при котором производится повторная выборочная проверка материалов, изделий и т.п., принятых и отклоненных контролерами и мастерами ОТК. Этот вид контроля осуществляется специальной комиссией, состоящей из квалифицированных специалистов, не реже одного раза в месяц. Назначается начальником ОТК или главным инженером предприятия.
Контроль качества отливок. В настоящее время существуют два основных вида методов контроля — разрушающие и не- разрушающие.
При разрушающих методах, применяемых обычно при освоении новой технологии или при выборочной проверке в массовом производстве, количество разрушенных деталей может достигать до 20-25% от партии. Такое большое количество обусловлено тем, что необходимо изготавливать образцы для механических и металлографических испытаний после литья, термической, механической и окончательной термической обработок и т.д. Избежать больших потерь времени и материальных затрат позволяет использование методов неразрушающего контроля (МНК).
МНК подразделяются на акустические, капиллярные, магнитные, оптические, радиационные, радиоволновые, тепловые, течеискания, электрические и электромагнитные.
Выбор МНК производится в зависимости от контролируемых параметров отливок, технических требований к качеству, технических возможностей и т.п.
Рассмотрим физическую сущность различных методов, их возможностей и рекомендации по применению МНК.
Визуально-оптический контроль является первым этапом проверки качества литья. Внешний осмотр отливки невооруженным глазом производится непосредственно после выбивки отливки из формы и последующей обработки. Позволяет выявлять сравнительно крупные объемные дефекты, выходящие на поверхность отливки: недоливы, неслитины, обжим, подутость, перекос, стержневой перекос, стержневой залив, прорыв металла, спай, ужимины, наросты, заливы, просечки, вылом, широкие трещины, поверхностные газовые раковины, утяжины, пригар и др. Внешний осмотр является обязательным перед проведением дорогостоящих исследований.
При хорошем контрасте и правильном освещении
нормальный человеческий глаз может различать дефект не менее 0,15 мм на
расстоянии 250 мм. Для обнаружения более мелких дефектов,
|
|
п ц nij
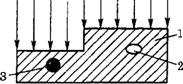
Рис.10.4. Схема изменения
интенсивности лучей, проходящих через отливку (пучок лучей условно показан параллельно):
1 — контролируемый объект;
2 — раковина; 3 — плотное включение; 4 — эпюра
интенсивности излучения за объектом
лабление интенсивности лучей. Степень ослабления зависит от толщины и плотности материала объекта. Чем толще и плотнее материал, тем меньше интенсивность прошедших через объект лучей. На рис. 10.4 изображена схема изменения интенсивности лучей 4, проходящих через отливку 1 в зависимости от толщины изделия и наличия внутренних дефектов (2 — раковина, 3 — включение).
Выходящий из отливки пучок лучей разной интенсивности несет дефектоскопическую информацию о наличии или отсутствии дефектов.
Способы регистрации интенсивности излучения подразделяются на три группы: радиографический, радиоскопиче- ский, радиометрический.
При радиографическом способе изображение просвеченной отливки фиксируется на специальной фотопленке или ксерографической пластине. При регистрации на фотопленке степень почернения фотопленки тем больше, чем больше интенсивность проникающего излучения.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.