|
|
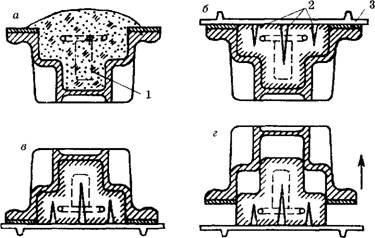
смеси, накалывают душником вентиляционные каналы 2. Загладив стержень, накладывают плоскую сушильную плиту 3 (рис.6.22, б), перекантовывают ящик с плитой и устанавливают их на верстак (рис.6.22, в). После легких ударов молотком по стенкам ящика его снимают (рис.6.22, г), стержень отделывают и направляют на сушку.
|
Рис.6.22. Изготовление стержня по неразъемному вытряхному ящику |
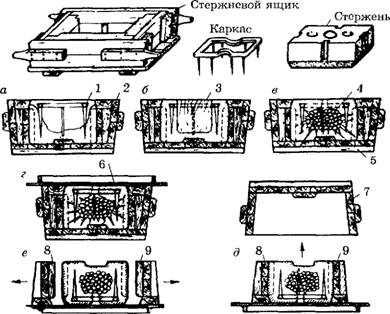
Изготовление крупного стержня по вытряхному ящику (рис.6.23) осуществляют следующим образом. На дно ящика 2 насыпают слой стержневой смеси толщиной 80-100 мм и уплотняют его. Затем, пользуясь молотком, осаживают в смесь предварительно изготовленный каркас 1, смоченный в глинистой суспензии (рис.6.23, а). Для образования газоотводной полости вставляют деревянную болванку 3 (рис.6.23, б), уплотняют вокруг нее смесь, после чего болванку извлекают, а в полости иглой выполняют вентиляционные каналы 5. После этого полость заполняют кусковым шлаком 4 (или другим пористым материалом) и насыпают верхний слой стержневой смеси, уплотняя его трамбовкой (рис.6.23, в). После этого срезают лишнюю смесь и гладилкой сглаживают поверхность стержня. Затем на стержневой ящик накладывают плоскую сушильную плиту 6 (рис.6.23, г) и поворачивают его вместе с плитой на 180°. Стержневой ящик расталкивают деревянными молотком и снимают его наружную часть 7 (рис.6.23, д), осторожно отводят в стороны вкладыши 8 и 9, оставляя стержень на плите (рис.6.23, е). Стержень отделывают, пришпиливают и окрашивают, скругляют острые углы, очищают газоотводные каналы от смеси и на плите отправляют в сушило.
|
Рис.6.23. Изготовление крупного стержня по вытряхному ящику |
6.5. МАШИННЫЕ СПОСОБЫ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ
В массовом и серийном производстве осуществляется механизация и автоматизация процессов изготовления стержней. По сравнению с ручными способами машинное изготовление стержней обеспечивает ряд преимуществ: снижение трудоемкости, увеличение производительности труда, получение более точных стержней и, следовательно, отливок.
В современном производстве для изготовления
разовых пес- чано-глинистых и песчано-смоляных стержней применяют различные
конструкции машин, которые механизируют в основном процессы уплотнения смеси в
ящике. На отдельных машинах механизирована кантовка ящика и извлечение
стержня. Классификация стержневых машин строится по тем же признакам, что и
классификация формовочных машин. Применяют в основном пневматические и
электромеханические машины, которые по методу уплотнения смеси в ящике
подразделяют на встряхивающие с перекидным столом, пескодувные и
пескострельные, пескометы и мундштучные.
На встряхивающих машинах изготавливают средние и реже крупные стержни в неразъемных ящиках в условиях мелкосерийного, серийного и крупносерийного производства. При этом применяют как металлические, так деревянные и пластмассовые стержневые ящики. Наибольшее распространение получили встряхивающие стержневые машины с перекидным, реже с поворотным столом.
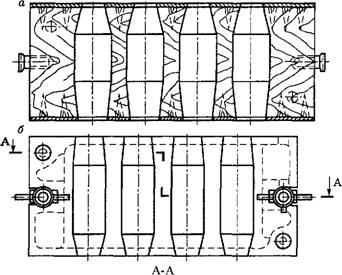
Встряхивающие машины с перекидным столом (рис. 6.24) состоят из встряхивающего механизма 1 с плитой 2, на которой лежит перекидной стол 3. После уплотнения стержня в ящике перекидной стол поворачивается на 180° рычагами 4 и тягами 5, приводимыми в движение гидравлическим приводом с горизонтальным цилиндром 7, и устанавливается на приемный рольганг 6. Подъем и опускание приемного рольганга 6 осуществляется также гидравлическим приводом, имеющим вертикальный цилиндр 8. Стержневой ящик жестко крепится к перекидному столу болтами. Строго вертикальная установка ящика в момент извлечения из него стержня на приемный рольганг достигается двумя нивелировочными брусьями 9, имеющими собственный пневматический привод. Крепление сушильных плит к стержневому ящику перед его поворотом осуществляют вручную различными приспособлениями или механизированно специальными пневматическими устройствами.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.