|
|
|
в |
|
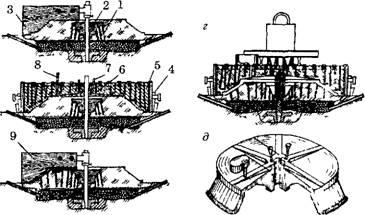
Рис.4.25. Последовательность операции формовки по вращающимся шаблонам |
|
а |
|
б |
Чтобы получить с использованием вращающегося
шаблона форму, формовку необходимо осуществлять по твердой постели. Перед
началом формовки устанавливают и закрепляют на дне постели крестовину 6
(рис.4.25), в которую вставляют по уровню шпиндель, после чего подготавливают
твердую постель. Последовательность операций формовки отливки чаши (рис 4.25, д) представлена на
рис.4.25, а-г. Вначале вокруг шпинделя горкой насыпают
наполнительную смесь (рис.4 25, а), уплотняют, a сверху
покрывают ее облицовочной смесью и делают вентиляционные каналы 1. Затем на
шпиндель насаживают модель ступицы 2, осаживают ее в смесь и уплотняют смесь
вокруг модели После этого вокруг шпинделя опять насыпают наполнительную смесь,
уплотняют и придают ей форму болвана — модели. Далее на шпиндель насаживают
стопорное кольцо и рукав с закрепленным на нем шаблоном № 1 (3), необходимым
для заточки болвана и плоскости разъема. Аккуратно поворачивая рукав с шаблоном
3 вокруг оси шпинделя производят зачистку болвана и плоскости разъема, после
чего удаляют излишки смеси Затем со шпинделя снимают рукав с шаблоном 3 и
стопорное кольцо. С помощью гладилок и ланцетов отделывают болван, накрывают
его бумагой, которую пришпиливают к болвану, а плоскость разъема покрывают
разделительным песком.
После этого на шпиндель устанавливают модель 6 (рис.4.25, б) ребер отливки и укладывают ее на поверхность болвана. Затем по штырям 4 устанавливают верхнюю опоку 5, в которой располагают модели стояка 8 и двух выпоров 7. Болван и поверхность модели 6 покрывают облицовочной смесью, устанавливают в опоку крючки и заполняют ее в несколько приемов наполнительной смесью. Производят уплотнение смеси и удаление с поверхности опоки ее излишков. После этого из верхней полуформы извлекают модели стояка и выпоров, после чего осуществляется ее кантовка, ремонт и отделка. Отверстия от шпинделя заделывают паклей и формовочной смесью.
С болвана снимают модель 6 ступицы (рис.4.25, в), бумагу и гладилкой срезают слой смеси. На шпиндель насаживают стопорное кольцо и рукав с шаблоном № 2 (9) для заточки болвана нижней полуформы. Засеивают и уплотняют болван облицовочной смесью и окончательно отделывают (затачивают) его шаблоном 9 под верхний уровень ступицы 2. После этого снимают рукав с шаблоном 9,стопорное кольцо и шпиндель вынимают из крестовины.
Узкую полоску вокруг модели 2 смачивают водой и, осторожно растолкав, извлекают ее из нижней полуформы, которую ремонтируют, отделывают, покрывают противопригарным припылом (рис.4.25, г). Устанавливают центровой стержень, собирают форму и после нагружения заливают ее расплавом.
Формовка по протяжным шаблонам применяется в единичном и мелкосерийном производстве отливок, очертания которых получают протягиванием шаблона по направляющей (трубы, патрубки и т.д.). Протяжной шаблон — это скребок, который протягивается вдоль направляющих реек. Пользуясь им, можно изготовить без модели не только форму, но и стержень.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.