Радиоскопия — метод получения на экране видимого изображения просвеченного объекта. Лучи, пройдя отливку, попадают на флуороскопический экран, защищенный свинцовым стеклом, где возникает позитивное изображение объекта. Трещины, раковины и другие дефекты выявляются на экране как более
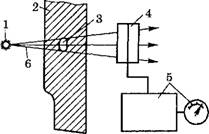
Радиометрический контроль (рис. 10.7) заключается в измерении интенсивности узкого пучка излучения 6 за объектом 2 с помощью газоразрядных счетчиков или ионизирующих камер 4.
При попадании в ионизационную камеру ионизирующего излучения происходит ионизация газа и между электродами в камере возникает ток. Степень ионизации газа, а следовательно, и величина тока зависят от интенсивности лучей за объектом. При наличии дефекта 3, интенсивность лучей возрастает, что фиксируется индикатором 5.
В зависимости от типа источника ионизирующего излучения бывают: рентгенодефектоскопия, гамма-дефектоскопия и бе- татронная дефектоскопия.
|
светлые линии и участки.
Рис.10.7. Общая схема ионизационного метода просвечивания: 1 — источник излучения; 2 — просвечиваемый объект; 3 — дефект в отливке; 4 — ионизирующая камера; 5 — индикатор с усилителем; 6 — пучок излучения (рентгеновских лучей) |
Рентгенодефектоскопия осуществляется с помощью
рентгеновских лучей, представляющих собой электромагнитные волны с длиной
волны от 0,00006 до 1 нм. Контроль производится на специальных рентгеновских
аппаратах стационарного, передвижного и переносного типа, основным элементом которых
является рентгеновская трубка. Гамма-дефектоскопия осуществляется с помощью
гамма-лучей, которые представляют собой электромагнитные волны, длина которых
составляет 0,0001-0,004 нм. Поскольку длина волны гамма-лучей короче длины
волны рентгеновских лучей, то и проникающая способность гамма-лучей
выше. В качестве радиоактивных изотопов используют искусственные радиоактивные
вещества — кобальт-60, цезий-137, иридий-192 и др. Гамма-дефектоскопия имеет
ряд преимуществ перед рентгенодефектоскопией:
возможность просвечивания стальных отливок толщиной более 300 мм;
нет необходимости в источнике внешней энергии; более простая конструкция и меньшая стоимость установки; возможность расположения источника излучения в труднодоступных местах изделия;
одновременное просвечивание нескольких отливок, расположенных по кругу.
К недостаткам следует отнести трудность выявления мелких дефектов и необходимость надежной защиты от воздействия радиоактивного излучения.
Работа бетатронных дефектоскопических устройств принципиально аналогична работе рентгеновских установок и отличается системой ускорения электронов. Бетатроны позволяют просвечивать детали из стали толщиной до 450 мм.
Применение методов радиационной дефектоскопии возможно для обнаружения раковин, пористости, рыхлот, трещин, спаев, включений, ликвации элементов в структуре.
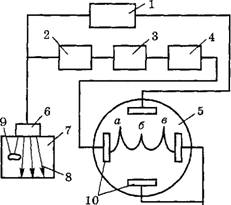
Ультразвуковая дефектоскопия. Ультразвуковой (УЗ) контроль применяется для выявления внутренних дефектов, определения их координат и размеров, измерения толщины стенок, косвенной оценки формы и величины графита (по изменению скорости распространения УЗ-волн в отливке).
УЗ-волны, используемые в дефектоскопии, представляют собой упругие колебания с частотой 2х(104-109) Гц, возбуждаемые в материале объекта.
УЗ-дефектоскопия основана на принципе приема ультразвуковых импульсов, отраженных от границы металл—дефект, или регистрации интенсивности пучка УЗ колебаний, прошедшего через материал.
|
/77/77" Рис. 10.8. Блок-схема импульсного |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.