где т — масса исходной навески; т\ — масса прошедшей через сито смеси.
Текучесть жидких самотвердеющих смесей (ЖСС) оценивается по диаметру расплыва смеси и сопротивлением сдвигу. Метод определения сопротивления сдвигу в жидкой смеси основан на измерении глубины погружения в смесь плоского ножа под действием собственного веса (рис.3.5).
Метод определения диаметра расплыва основан на измерении этого параметра у ЖСС, залитой в металлическую гильзу с внутренним диаметром 100 мм и высотой 150 мм.
|
0 155
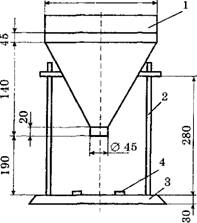
Рис.3.6. Схема установки для определения уплотняемости и иасыпиой плотности смеси 1 — воронка с сеткой, 2 — штанга, 3 —подставка, 4 — ограничитель установки гильзы |
Под формуемостью подразумевается способность смеси сжиматься и изменять свой исходный объем под действием сжимающей силы, которая уве-
личиваетея от начального значения до предельной величины. Она характеризует способность смеси уплотняться при заполнении формы свободной засыпкой и изменять свой объем. При оптимальной формуемости (70-80%) обеспечивается равномерная предварительная плотность по объему формы. Методика испытания основана на определении способности смеси просеиваться через сито с отверстиями определенной величины.
Уплотняемость — способность смеси уменьшать свой объем в замкнутом пространстве под действием собственного веса или приложенной внешней нагрузки. Она зависит от влажности, содержания глины, размеров и формы зерен песка. Повышение уплотняемости может вызвать вздутие сырых форм. При низкой уплотняемости повышается осыпаемость форм и, как следствие, увеличивается вероятность образования песчаных раковин и поверхностных дефектов отливок. Метод определения уплотняемости и насыпной плотности основан на определении изменения высоты материала в гильзе до и после уплотнения. Смесь в гильзу засыпают через воронку 1 с сеткой № 8 (рис.3.6).
Расстояние между сеткой воронки 1 и гильзой должно составлять 200 мм, что обеспечивается перемещением воронки по штангам 2, которые закреплены на подставке 3. Смесь в гильзе уплотняют стандартным методом. Уплотняемость (X) в процентах вычисляют по формуле:
х = н-нх 100
Я
где Н — высота смеси до уплотнения, равная 100 мм; Hi — высота смеси после уплотнения.
Гигроскопичность. Формовочные и стержневые смеси, будучи пористыми материалами с относительно большой удельной поверхностью, взаимодействуют на различных этапах технологического процесса изготовления отливки с окружающей атмосферой. В одних случаях смеси теряют влагу, в других — впитывают ее из воздуха или контактирующего материала. Гигроскопичность смесей существенно влияет на технологические свойства форм и стержней, изготовленных из них, особенно в высушенном состоянии. Остаточное содержание влаги после сушки форм и стержней не должно превышать 0,2%. По мере насыщения влагой из окружающей среды снижается общая и поверхностная прочность стержней, повышается их газотворность. При заливке таких форм жидким металлом возникает опасность образования газовых дефектов. Повышенной гигроскопичностью характеризуются смеси, изготовляемые на основе органических водонерастворимых связующих материалов. Метод определения гигроскопичности основан на определении массы влаги, поглащенной сухой смесью. Гигроскопичность (X) в процентах вычисляют по формуле:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.