стенки (вкладыши) ящика с возможными углублениями или выступами отнимаются от стенок стержня.
При серийном изготовлении мелких стержней, как правило, используют многогнездные стержневые ящики.
В зависимости от серийности производства отливок выбирают материал, из которого изготавливают стержневые ящики. При изготовлении небольшого количества стержней используют деревянные ящики, при крупносерийном и массовом производстве — металлические ящики, в серийном производстве начинают находить широкое применение пластмассовые ящики.
Деревянные стержневые ящики изготовляют из сосны, липы, ольхи и других пород древесины. По прочности изготовления деревянные ящики делят на три класса. Ящики I класса прочности выдерживают наибольшее число съемов, их применяют в условиях серийного производства отливок, изготовляют из пород древесины высокого сорта с низкой влажностью. Углы и кромки ящиков выполняют из твердых пород дерева, тонкие части — из алюминия. Крепление отъемных частей осуществляют металлическими шипами типа «ласточкин хвост». Закругления углов (галтели) оформляют врезными вставками.
Ящики II класса прочности используют в условиях мелкосерийного производства. В их конструкции не применяют металлических элементов, галтели выполняют без врезки на клеевом соединении.
Ящики III класса прочности применяют при изготовлении единичных отливок. Отъемные части таких ящиков крепят шпильками, а галтели изготовляют из замазки.
|
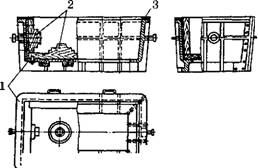
Рис.6.12. Алюминиевый вытряхной стержневой ящик: 1 — жакет (корпус); 2 — деревянные вкладыши; 3 — стальная броня (накладка) |
|
торых со стороны уплотнения смеси стальную броню (накладку) 3. |
Металлические стержневые ящики
изготавливают из алюминиевых сплавов, чугуна и стали. Стальные и чугунные
ящики, обладающие большой прочностью и износостойкостью, применяют для
изготовления мелких стержней в условиях массового производства отливок. При
изготовлении сложных крупногабаритных стержней широкое распространение
получили вытряхные алюминиевые ящики (рис.6.12), для повышения износостойкости
ко- к корпусу жестко крепят
Пластмассовые стержневые ящики (рис.6.13) изготавливают из самотвердеющих композиций на основе эпоксидных и акриловых смол, а также на основе фе- нолоформальдегидных смол и пе- нополистирола. Главными их преимуществами являются незначительная прилипаемость смеси, высокая коррозийная стойкость и хорошая обрабатываемость. Конструкции пластмассовых ящиков аналогичны деревянным: вытряхные (рис.6.13, а), разъемные (рис.6.13, б) и неразъемные (рис.6.13, в). Установлены два класса прочности для пластмассовых ящиков: I класс — для крупносерийного и серийного производства, II класс — для мелкосерийного и единичного производства.
Разъемные пластмассовые стержневые ящики скрепляют болтовыми или клиновыми стяжками, скобами и другими металлическими элементами. Центрирование половин ящика производят металлическими штырями и втулками.
Быстроизнашиваемые части ящика, заостренные кромки, плоскости разъемов и плоскость, со стороны которой производят уплотнение смеси, окантовывают стальными пластинами толщиной 3-6 мм. Эти пластины закрепляют, как правило, винтовыми соединениями.
Стержневые ящики для изготовления стержней на машинах можно разделить на две основные группы: для машинной формовки стержней с поворотно-протяжным устройством (главным образом на встряхивающих машинах) и для пескодувных и пес- костре льных машин.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.