Расчет вертикальных литниковых систем для автоматических линий типа Disamatic заключается в определении площади сечения питателя и подводных литниковых каналов. Площадь сечения питателя Fu находится по формуле
(87)
Тт4нт
где G — масса каждой отливки, кг; Т — время заполнения одной полости формы, с; тп — коэффициент трения; Нт — высота фер- ростатического давления, мм.
Время наполнения одной полости формы Т необходимо выбирать на 4 с короче цикла работы формовочной машины, чтобы не задерживать цикл формообразования. Время заливки составляет 6 или 10 с в зависимости от типа машины и толщины формы. Коэффициент трения берется в пределах 0,4-0,6. Высота фер- ростатического давления зависит от расположения питателя относительно уровня металла в заливочной чашке и определяется из чертежа (эскиза) монтажа моделей на плите.
Площадь сечения подводных литниковых каналов Жл к определяется суммой площадей сечения питателей, работающих от литникового канала: Fn_к = + + ... + F^ с увеличением площади на 20%, чтобы создать в литниковой системе избыточное давление.
Кроме указанных в данном разделе методов расчета литниковых систем существуют и другие.
8.7. назначение, типы и расчет прибылей и холодильников
Прибылью называется специальный, не предусмотренный чертежом литой детали технологический прилив к поверхности отливки, предназначенный для сосредоточения в нем усадочной раковины в процессе питания затвердевающей отливки жидким металлом. Кроме того, прибыль служит также выподом и резервуаром, в который могут всплывать продукты разруЩения литейной формы, шлаковые включения и продукты реакции, происходящие в жидком расплаве. Прибыль располагают так, чтобы металл, сохраняющийся в прибыли в жидком состоянии, мог непосредственно поступать в затвердевающие части отливки для компенсации уменьшения их объема, вызванного усадкой сплава.
Установка прибылей является наиболее эффективным способом предупреждения образования усадочных раковин и пор в отливках. Прибыли могут использоваться практически для всех литейных сплавов. Они особенно необходимы для сплавов, обладающих большой объемной усадкой: стали, высокопрочные чугу- ны, латуни, бронзы и др.
|
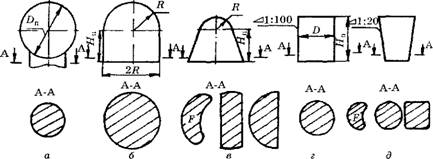
Рис.8.30. Прибыли различной геометрической формы |
По размещению в литейной форме различают прибыли открытые, сообщающиеся с атмосферой, и закрытые, находящиеся внутри формы. По геометрической форме прибыли подразделяются на шаровые, полушаровые, куполообразные, конические и цилиндрические (рис.8.30, а-д). Две последние, в свою очередь, подразделяются на прибыли без перешейка и с перешейком.
В зависимости от условий охлаждения в форме прибыли подразделяются на следующие три вида:
1) обычные, когда стенки формы и прибыли сделаны из одного и того же материала либо из материалов, не различающихся по своей теплоаккумулирующей способности;
2) теплоизолированные, когда для стенок прибыли применяют низкотеплопроводные материалы;
3) обогреваемые, например, электродугой, экзотермическими смесями или другими способами.
При разработке технологического процесса получения отливки определение мест расположения, количество, форма и размеры прибылей осуществляются с учетом следующих основных положений:
усадочные раковины образуются в местах отливки, затвердевающих последними, и стремятся занять наивысшее положение в отливке;
последними затвердевают наиболее массивные части отливки, местные утолщения, места сочленения смежных стенок, а также те части, от которых затруднен отвод тепла;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.