Основными причинами возникновения данного дефекта могут быть низкие температура и жидкотекучесть заливаемого металла. Причем величина жидкотекучести зависит не только от температуры и химического состава заливаемого сплава, но и от состава смеси, ее теплопроводности, газопроницаемости и шероховатости поверхности, по которой течет металл. Недоливы получаются и при медленной заливке с прерыванием струи металла. Возможны недоливы и от технологичности отливки, особенно в том случае, когда в ней имеются тонкие стенки, к которым невозможно подвести металл. Большое значение для получения бездефектных отливок имеет литниковая система. Так, при получении тонкостенных отливок необходимо обеспечить быстрое заполнение формы металлом, для чего сечение литниковой системы увеличивают на 10-20% против расчетного. Недостаточное количество жидкого металла в ковше и плохое состояние модель- но-опочной оснастки могут быть одной из причин получения данного дефекта. Дефекты, подобные недоливу, получаются при избыточном припыливании сырой формы противопригарными материалами, которые намываются металлом в определенные места формы, препятствуя заполнению их расплавом.
Неслитина — дефект в виде произвольной формы отверстия или сквозной щели в стенке отливки с закругленными краями, образовавшихся вследствие неслияния потоков металла при заливке.
Данный дефект характерен тонкостенным частям детали и образуется при низкой температуре и скорости заливаемого сплава и его жидкотекучести, неправильном подводе металла к отливке, нарушении технологических процессов заливки и изготовления формы. Деформация опок и подмодельных плит также может быть причиной образования неслитин вследствие искажения размеров элементов литниковой системы и геометрии отливки.
Подутость — дефект в виде местного утолщения отливки вследствие расширения неравномерно или недостаточно уплотненной песчаной формы заливаемым металлом.
Наиболее частыми причинами появления подутости является низкая прочность формовочной смеси, недостаточное ее уплотнение и большое металлостатическое давление жидкого сплава.
Перекос — дефект в виде смещения одной части отливки относительно осей или поверхностей другой части по разъему формы, модели или опок.
Основными причинами перекоса бывают неисправность оснастки (коробление опок в результате внутренних напряжений, выход из строя фиксирующих втулок и штырей в опоках и на подмодельных плитах), некачественная сборка форм.
Коробление — дефект в виде искажения конфигурации отливки под влиянием напряжений, возникающих при охлаждении, а также в результате нетехнологичности отливки или коробления модели.
К короблению склонны нетехнологичные отливки с развитыми горизонтальными плоскостями, со стенками различий толщины, когда происходит неодновременное охлаждение различных зон отливки. Температурный перепад увеличивается с возрастанием скорости охлаждения, поэтому преждевременная выбивка отливок из формы или их искусственное охлаждение увеличивают коробление отливок. Коробление может вызвать недостаточная податливость форм и стержней, в результате чего возникают значительные внутренние напряжения. Неправильный подход металла к полости формы может вызвать большой температурный перепад, особенно у длинных плоских деталей, и привести к деформации отливки. Причиной дефекта являются коробление и поломки модельно-опочной оснастки.
Вылом — дефект в виде нарушения конфигурации и размера отливки при выбивке, обрубке, отбивке литников и прибылей, очистке и транспортировании.
Основной причиной вылома являются механические повреждения в процессе выполнения различных операций.
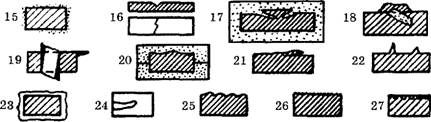
Дефекты поверхности (рис. 10.2): 15 — пригар, 16 — спай, 17 — ужимина, 18 — нарост, 19 — залив, 20 — засор, 21 — плена, 22 — просечка, 23 — окисление, 24 — поверхностное повреждение, 25 — складчатость, 26 — грубая поверхность, 27 —газовая шероховатость.
|
Рис.10.2. Схематическое изображение дефектов поверхности отливок |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.