7.6. сборка форм
Сборка форм является заключительной операцией перед их заливкой расплавом, во многом определяющей качество получаемых отливок.
Процесс включает операции подготовки полуформ и стержней к сборке, установки стержней в нижнюю полуформу, контроль положения стержней, накрытия нижней полуформы верхней, установки выпорных и литниковых чаш, скрепления полуформ или их нагружения. Следует отметить, что при изготовлении форм в массовом производстве на автоматических линиях практически все эти операции осуществляются в автоматическом режиме. В серийном же производстве, особенно крупных отливок, процессы, связанные со сборкой форм, приобретают первостепенное значение.
|
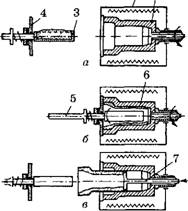
1 2
Рис.7.20. Схема центробежного способа изготовления оболочкового стержня: а — поджим ящика к бункеру; б — надув смеси в ящик; в — сбор избытка смеси |
Подготовка форм к сборке заключается в
тщательной проверке их качества и четкости очертаний рабочих поверхностей,
равномерности окраски. В сухих и подсушенных формах следует
контролировать глубину просушенного слоя. Недостаточно про сушенные формы
необходимо дополнительно просушить. Небольшие дефекты поверхности форм следует
исправить, после че го окрасить противопригарным покрытием и подсушить.
Подготовка стержней к сборке также связана в первую оче редь с проверкой их качества и исправлением замеченных дефек тов. Затем по чертежу или по технологической карте сверяют комплектность стержней и определяют последовательность их установки в форму.
Установка стержней в форму является очень ответственной операцией, выполнение которой поручается, как правило, рабочим высокой квалификации. Мелкие стержни массой до 15 кг устанавливают вручную, а более массивные — подъемно- транспортными устройствами.
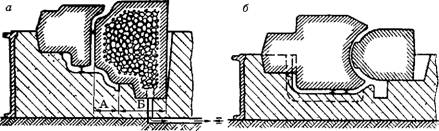
Стержни необходимо устанавливать в форму в технологиче ски заданной последовательности, следя при этом за тем, чтобы знаки стержней точно становились в соответствующие отпечатки знаков модели без разрушения кромок литейной формы. Если знак стержня почему-либо не подходит к своему гнезду в форме, то ручная подгонка его опиливанием не допускается, так как это искажает размеры стержня, а значит, и размеры отливки, что влечет за собой появление брака. Для установки стержней с одним горизонтальным знаком, рабочая часть которых консольно выступает внутрь формы, используются жеребейки (рис. 7.21, а). Жеребейки применяются также при крупных формах, когда центр тяжести стержня смещен относительно опорной поверхности. В этом случае под неустойчивую часть стержня устанавливают жеребейки (рис. 7.21, б). При этом количество жеребеек должно быть таким, чтобы давление на их опорную плоскость не превышало допустимого предела прочности для данного вида формы и не повредило ее. Иногда стержни устанавливаются не в знаковые части, а только на жеребейки. Но к этому варианту следует обращаться только в том случае, когда отсутствует воз можность фиксации стержня в знаках.
|
Рис.7.21. Установка стержней с использованием жеребеек: А — консольная часть; Б — расширенная знаковая часть |
Для соблюдения последовательности установки стержней в форму в технологической карте на каждый стержень проставляют свой номер, соответствующий порядку сборки. Положение каждого стержня относительно формы и других стержней проверяют контрольными шаблонами.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.