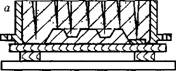
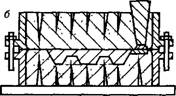
Формовка в двух опоках по неразъемной модели (рис.4.10) осуществляется в той же последовательности, что формовка по разъемной модели (рис.4.8). Сначала формуют нижнюю полуформу, в которой располагается неразъемная модель отливки и модель питателя литниковой системы (рис.4.10, о). Затем полуформу с плитой переворачивают на 180°, снимают плиту, устанавливают верхнюю опоку и модели шлакоуловителя и стояка (рис.4.10, б), засыпают формовочную смесь и производят ее уплотнение. После этого поднимают верхнюю полуформу, переворачивают ее на 180° и извлекают все модели из формы. Отделывают и ремонтируют все повреждения и осуществляют сборку формы (рис.4.10, в).
|
|
|
|
|
Рис.4.10. Формовка в двух опоках по неразъемной модели |
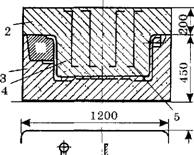
Характерным примером формовки в двух опоках по
неразъемной модели является формовка с песчаным болваном отливок типа ванн или
передней ножки токарно-винторезного станка (рис.4.11). При этом формовку
осуществляют традиционно, но в процессе уплотнения болван тщательно укрепляют
крючками и обеспечивают надежную вентиляцию его объема. Для предотвращения
разрушения болвана и формы при сборке верхней и нижней
полуформ необходимо пользоваться центрирующими штырями, которые по высоте были
бы несколько больше высоты болвана.
|
|
|
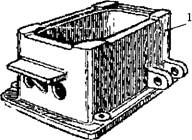
Рис.4.11. Форма для литья передней ножки токарно-винторезного станка с песчаным болваном: 1 — отливка; 2 — верхняя полуформа; 3 — нижняя полуформа; 4 — песчаный болван; 5 — крючки |
|
о о а> |
|
Г 'I j................................ -,Т|---------- ^ |
|||
|
777? |
77, |
v—1—S |
|
|
' Г > j |
"i |
- "Г |
_ |
|
■ах. |
N 1 /г |
||
|
< > |
|||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.