|
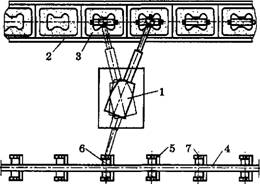
На сборку полуформ |
|
Рис.5.63. Роботизированный комплекс простановки стержней в полуформы |
|
От формовочной машины |
|
Из стержневого отделения |
4.
Произвести наружный осмотр узлов и механизмов формовочной
машины, в том числе защитных ограждений и устройств, убедиться в их
исправности.
5. Чтобы предотвратить самопроизвольное включение машины, рекомендуется пусковые рукоятки снабжать предохранительными дугами или специальным предохранительным запором.
6. При работе на одной машине двух рабочих или при обслуживании двух машин одним вспомогательным рабочим необходимо четко определить операции и последовательность их выполнения и строго соблюдать установленный порядок.
7. При работе на машинах, имеющих устройство для прессования смеси, нельзя впускать сжатый воздух под поршень, не установив траверсу в рабочее положение.
8. На формовочных машинах с поворотным или перекидным столом нельзя поворачивать стол, не проверив закрепление опоки на модельной плите.
9. При работе на встряхивающих машинах с перекидным столом формовщик не должен находиться в зоне действия пово- ротно-вытяжного механизма.
10. Необходимо следить за тем, чтобы колеса тележек передвижных пескометов имели ограждение со стороны рельсовых путей и с боков.
11. Метательная головка пескомета должна иметь оградительный кожух, предохраняющий рабочего от травмирования в случае разрыва лопастного колеса и выброса смеси.
12. После окончания работы следует отключить оборудование, очистить машину от остатков формовочной смеси, закрыть вентили на магистралях сжатого воздуха, сообщить сменщику и мастеру о всех замеченных неисправностях.
6. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ
Литейный стержень — это элемент литейной формы, образующий в отливке отверстие, полость, а иногда и сложную наружную поверхность. В большинстве отливок стержень полностью, кроме знаков, фиксирующих положение стержней в форме, заливается сплавом, в результате чего он подвергается механическим нагрузкам и воздействию высокой температуры. Поэтому требования к качеству стержней выше, нежели к качеству формы, образующей наружные поверхности отливки.
Качество стержней определяется их высокой прочностью, газопроницаемостью, податливостью, низкой гигроскопичностью и выбиваемостью.
Прочность стержней обеспечивается, в основном, наличием связующего в стержневой смеси и уплотнением ее в стержневом ящике. При уплотнении смеси происходит сближение зерен песка, покрытых влагой (водой, связующим), возникают силы сцепления, увеличивается прочность. Прочность стержней в сыром состоянии зависит от величины и формы зерен песка смеси, количества и качества связующего, количества воды и качества перемешивания смеси. Прочность сухих стержней также зависит от вида и количества связующего, температуры и продолжительности сушки. При необходимости прочность стержней увеличивают армированием металлическими каркасами.
Стержни должны обладать высокой газопроницаемостью, так как при заливке формы они окружены расплавом, поэтому газы, выделяемые из всего объема, должны хорошо фильтроваться через стержень и удаляться через его знаковые части. Низкая газопроницаемость может вызвать газовые раковины в отливке. Газопроницаемость зависит от формы зерен песка, однородности зерновых составляющих, содержания глинистых веществ в смеси и т.д. и может быть повышена путем искусственного изготовления в стержнях специальных газоотводных каналов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.