от передвижения прессовой колодки. Таким образом, на кинетику процесса прессового уплотнения литейных форм, наряду с усилием прессования, большое влияние должен оказывать такой параметр формовочной смеси, как текучесть, к максимальному увеличению которой следует стремиться. Кроме того, распределение плотности смеси по высоте формы в значительной мере зависит от сил внешнего трения.
При этом общеизвестно, что по мере удаления от прессового элемента напряжения и плотность смеси уменьшаются и по мере уменьшения относительной высоты опоки различие плотности смеси по высоте формы также уменьшается. Получение форм с равномерной плотностью является весьма важной задачей, во многом решающей проблему получения отливок без брака. Так, например, вследствие переуплотнения и снижения газопроницаемости в зоне А в отливке могут образоваться газовые дефекты. В зонах С, наоборот, из-за недоуплотнения смеси может происходить деформация формы и размыв ее потоком металла. Для достижения равномерной плотности формы рекомендуется вносить как изменения в технологию прессования (повышение давления прессования, использование профильных колодок, гибкой резиновой диафрагмы, вибрации и т.д.), так и использовать специальные высокотекучие, формуемые и прочные формовочные смеси.
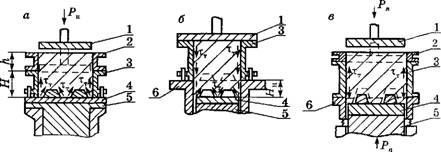
Верхнее, нижнее и двухстороннее прессование (рис.5.6).
При
верхнем прессовании (рис.5.6, а) на столе 5 прессовой машины укрепляют
модельную плиту с моделями 4, на которую устанавливают опоку 3 и наполнительную
рамку 2. При движе-
|
Рис.5.6. Схема верхнего (а), нижнего (б) и двухстороннего (в) прессования: 1 — прессовая плита; 2 — наполнительная рамка; 3 — опока; 4 — модель; 5 — стол машины; 6 — неподвижная рамка |
нии прессовой плиты 1 происходит вытеснение формовочной смеси из наполнительной рамки в опоку. Нижняя плоскость прессовой плиты в конце прессования доходит до верхней кромки опоки. В некоторых конструкциях машин поднимается стол машины, а прессовая плита остается неподвижной. Первоначальный объем смеси при верхнем прессовании должен быть больше объема опоки с моделью на величину, размещенную в наполнительной рамке, объем которой выбивается из условия обеспечения заданной плотности формы. При заданных размерах опоки объем наполнительной рамки определяется ее высотой h, которую можно определить из равенства масс смеси до и после уплотнения:
[F0 (H + h) - F]50 = (F0H - V)6 , (5.23)
откуда
—У—
Fo Л5о
где Fo — площадь опоки в плане, м2; Н — высота опоки, м; h — высота наполнительной рамки, м; V — объем моделей, м3; 5q и 5 — плотность смеси соответственно до и после прессования, кг/м3.
|
h = \ Н |
|
(5.24) |
|
-1 |
При нижнем прессовании смеси (рис.5.6, б) стол
машины 5 с модельной плитой и моделями 4 перемещается вертикально вверх
относительно неподвижной рамки 6. Модели с модельной плитой перед прессованием
расположены ниже верхней плоскости рамки 6, на которую устанавливают опоку 3.
Снизу опоки предусматривается запас формовочной смеси для прессования, объем
которой определяется высотой слоя Нн и
площадью опоки F0 за вычетом объема моделей.
Когда опока наполнена формовочной смесью, над ней устанавливают неподвижную
прессовую плиту 1. При подъеме стола смесь из рамки 6 впрессовывается в опоку
снизу модельной плитой 4 с моделями укрепленной на столе машины 5. Ход стола
должен быть равен высоте слоя смеси Ин
для того, чтобы в конце прессования плоскость модельной плиты совпала с
плоскостью разъема опоки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.