Таблица 18 Зависимость пределов прочности сварных соединений от технологии сварки
|
Метод сварки „ тип сварного шва |
Материал свариваемых деталей |
Температура сварки в °С |
Давление в кГ/см' |
Продолжительность выдержки в ман |
Предел прочности при растяжении в кГ/см1 |
|
Горячим прессо-ванием на ус |
Оргстекло Винипласт Фторопласт-4 |
135—150 180-190 385 |
3—8 2—5 |
10—15 5—15 |
400 350 140 |
|
Прессованием встык |
Оргстекло Винипласт Полистирол Полиэтилен |
190—200 200 120 120—140 |
20—40 10—20 |
10—15 5—10 |
630 500 300 130 |
Таблица 19
Зависимость пределов прочности сварных швов от параметров технологии при сварке горячим инструментом
|
Свариваемый материал |
Температура в =С |
Давление в кГ/смг |
Предел прочности при растяжении в кГ/см' |
|
Оргстекло ............. |
280—300 |
4—10 |
500 |
|
220—230 |
2—8 |
500 |
|
|
160—180 |
1—4 |
150 |
|
|
Полиэтилен ............ |
150—180 |
1—4 |
130 |
|
Фторопласт-4 ..... ...... |
385—400 |
5—10 |
50 |
Различные способы сварки пластмасс и применяемая при этом аппаратура представлены в работах [12, 15, 42, 54, 69 и др.].
Методика расчета сварных соединений на прочность по своей структуре аналогична методике расчета сварных соединений металлов [3, 42, 54, 69 и др.].
Обычно выражают пределы прочности материала шва как некоторую часть предела прочности основного свариваемого материала:
![]()
где тв.св — пределы прочности при разрыве и сдвиге для сварного шва; ов и тв — пределы прочности основного материала свариваемых деталей;
— технологический коэффициент, учитывающий снижение прочности (табл. 20).
57
Таблица 20
Значения коэффициента <рсв для некоторых термопластов в зависимости от способа сварки
|
Термопласты |
При сварке |
|||
|
горячим газом |
контактно-тепловой |
токами высокой частоты |
ультразвуковой |
|
|
Акриловые пластики . . Винипласты ...... |
0,50—0,70 0,60—0,70 |
0,60—0,75 0,60—0,85 |
0,60—0,65 |
|
|
Полиэтилен ...... |
0,70—0,80 |
0,60 0,75 |
0,40—0,50 0,30—0,45 |
|
|
Полистирол ...... |
0,65—0,75 |
0,25—0,60 |
||
|
Полиамиды ...... |
0,70—0,90 |
0,50 0,70 |
0,60—0,70 |
0,40—0,50 |
|
Полипропилен ..... |
0,65—0,85 |
0,60 0,70 |
0,50—0,60 0,25—0,40 |
|
|
Полиформальдегид . . . Поликарбонат ..... |
0,70—0,80 0,75—0,90 |
0,60—0,75 0,75 0,90 |
0,55—0,70 0,50—0,65 |
0,40—0,50 0,50—0,60 |
Нагрузочную способность сварных швов можно проверить по соотношениям
где
Р — допускаемая нагрузка на рассчитываемое сварное соединение; 2/ — сумма длин швов, участвующих в сопротивлении нагрузке;
б — толщина свариваемых деталей (листов); Н — высота сварного шва при сварке внахлестку; [а]'р и [т,]'сдв —допускаемые напряжения ' при разрыве и сдвиге для материалов швов.
Допускаемые напряжения назначаются с учетом необходимых запасов прочности:
(III. 10)
Ниже разобран пример расчета соединения сваркой днища полипропиленового резервуара с цилиндрической его частью
(рис. 34).
Пример. Проверить возможность надежного соединения днища и корпуса резервуара методом сварки, если предполагается содержание в резервуар кислоты плотностью 1,15 т/м3 при высоте налива 2 м; диаметр резервуара 1 м, а толщи- п—————I-————т на стенок 6 мм. и—————'————™й
1. Определим осевую нагрузку, действующую на днище:

2. Подсчитаем допускаемое напряжение для сварного шва, предполагая сварку горячим азотом, учитывая длительность нагружения и влияние изгибающего эффекта на стыке.
Принимая во внимание указанное, вазнам коэффициент запаса прочности па = 12.
Предел прочности полипропилена при растяжении 350 кГ/смг (табл. 1), коэффициент ф„, =0,65 (табл. 20).
Таким образом, величина допускаемого напряжения с учетом большого запаса прочности будет
![]()
3. Определим ожидаемые напряжения, предположив, что шов работает на разрыв:

-т. е. имеем [а]'р > ар, а следовательно, прочность будет обеспечена.
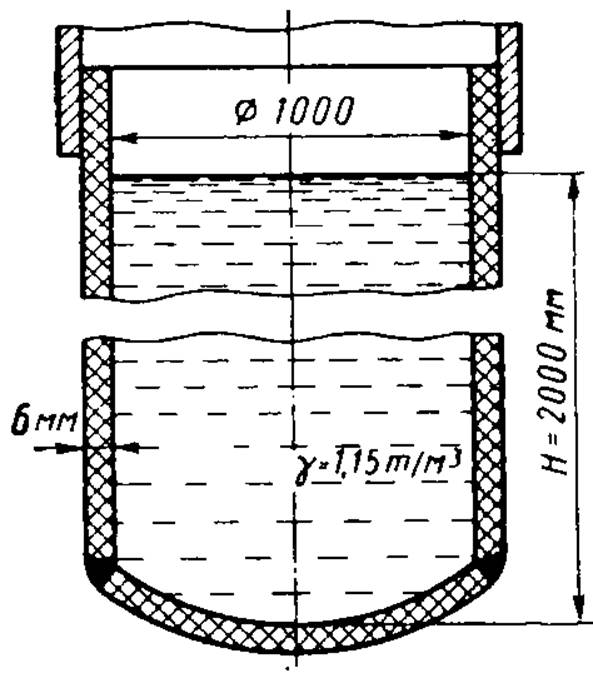
Рис. 34. Резервуар с днищем, присоединенным к цилиндру сваркой
па и Лц—запасы прочности соответственно для стыковых швов и швов, полученных сваркой внахлестку. Влияние на прочность рассматриваемых соединений таких факторов, как температура, длительность {нагружения, цикличность нагружения, влагонасыщение и других, учитывают аналогично тому, как это делается при расчете цельнолитых деталей.
58
§ 5.3. Ручной инструмент
При формовании изделий и корпусных конструкций из стеклопластика ряд технологических операций можно механизировать и выполнять с помощью различных установок. Однако остаются операции, которые производят в цехе или по месту вручную, особенно при контактном методе формования.
Основным инструментом при контактном методе формования изделий из стеклопластика являются обычные малярные кисти и металлические, войлочные или цигейковые валики. Плоскими кистями (флейцами) наносят разделительные слои. Круглые кисти крепко перевязанные, применяют для пропитки связующим и уплотнения стеклоткани или стекловата при формовании стекло-пластика. Для уплотнения стеклопластика и удаления воздуха из слоев наполнителя при ручном формовании применяют различные валики-катки. Разрезают и кроят стеклоткани и стекловаты обычными остро отточенными ножами и ножницами. Стеклопластик режут ручными ножовками.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.