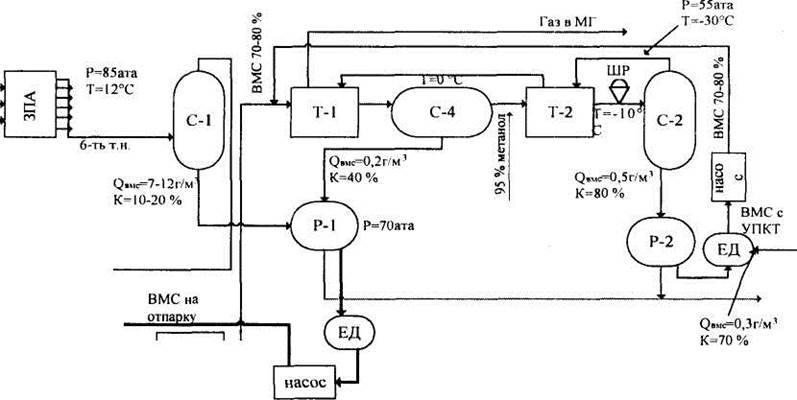
5. Предлагается использование технологии
десорбции BMP
низких и средних концентраций с
использованием тепла ДКС
УКПГ-1АВ, 2В. Принципиальная схема
данной технологии приве
дена на рис. 3.
Снижение потерь нестабильного конденсата в капельном виде также является важной задачей ресурсосбережения. Опыт работы пяти модернизированных низкотемпературных сепараторов (се-парационные элементы типа ГПР - 353 - ГПР - 515) показал снижение потерь н.к. в капельном виде на порядок по сравнению со штатной конструкцией.
100
|
|
95 °/о метанол на ингибированиешлейфов |
|
Qr=500T.MV'iac |
|
нестабильный конденсат на УПКТ |
|
Р=100ата|—I---------------------------- . Т=40°С-Ч |
 Шлейфы кустов газовых скважин
Шлейфы кустов газовых скважин
2-3 % ВМС в
промстоки
Обозначениянасхеме:
ЗПА- здание переключающей аппаратуры ДКС - дожимная компрессорная станция АВО - аппарат воздушной охлаждения ВМС - водометанольная смесь ЕД - емкость дегазации ШР - штуцер регулируемый С - сепаратор Т - теплообменник Р- разделитель Д-десорбер(отпарки)
Обозначенияназамерах:
Т - температура Q
- расход
Р- давление
Рис. 3. Принципиальная технологическая схема отпарки метанола на ДКС-УКПГ
Пути сокращения потерь метанола Пути решения проблемы автоматизации расхода метанола
Наряду с внедрением схем утилизации метанола на УКПГ ва-ланжинских залежей (приведенных выше) существенное снижение норм расхода метанола на ингибирование процесса НТС может дать внедрение схем автоматизации подачи метанола в защищаемые точки. Одним словом, подобная автоматизация позволит не допускать "перелива" метанола в защищаемые точки. Система автоматизации будет регулировать количество метанола, подаваемого в конкретную точку, в зависимости от изменения параметров в конкретной защищаемой точке. При этом сокращаются безвозвратные потери метанола с конденсатом и газами сепарации.
Внедрение схемы автоматизации процесса подачи метанола на УНТС УКПГ-1АВ позволило обеспечить безгидратный режим работы технологического оборудования УКПГ-1АВ с оптимальными для данной технологии потерями. Экономия метанола на УКПГ-1АВ с внедрением данной схемы составила 10-15 % от общих потерь метанола до внедрения процесса автоматизации.
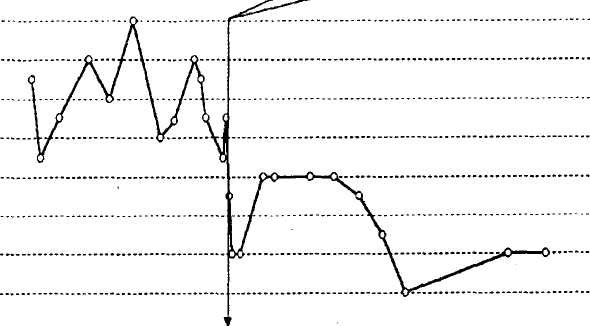
Внедрение схемы автоматизации позволило поддерживать необходимую концентрацию метанола в BMP в защищаемых точках. На рис. 3 представлены результаты химического анализа проб BMP, поступающих на установку регенерации метанола на УКПГ-1АС.
Как видно из данных, приведенных на рис. 3 концентрация метанола из низкотемпературных сепараторов после запуска схемы автоматизации снизилась с 80-84 до 74 % масс, при этом потери метанола с конденсатом и с газом из низкотемпературных сепараторов снизились на 15-20 %.
Следует отметить, что для обеспечения надежной и адекватной работы систем регулирования расхода метанола, необходимо в подобных системах предусмотреть обратную связь между исполнительными механизмами и ЭВМ. В нашем случае на клапанах регулирования расхода необходимо установить систему определения расхода метанола с выдачей сигнала на ЭВМ.
102
![]()
![]() Запуск схемы автоматизации
Запуск схемы автоматизации
|
|
и ^ 84
S
5г? 82 of
га
I 78g.
74-72-70
![]() BBS38SS
BBS38SS
8 S 8 i S 5 ! 8 ? ! "Л t 1! 6 !i S ? ! S 8 S 5 S S 8 5
Дата отбора проб
Рис. 3. Изменение концентрации насыщенного метанола поступающего на регенерацию УКПГ-1 АС
Рекомендации по ингибированию процессов гидратообразования
в системах сбора и подготовки УВ сырья при проектировании
обустройства вновь вводимых месторождений
Отметим некоторые методические аспекты, которые на наш взгляд необходимо квалифицированно учитывать при проектировании обустройства новых газовых и газоконденсатных месторождений.
Тщательная проработка всех деталей "архитектуры" при проектировании современных мощных и сверхмощных УКПГ. При этом не следует чрезмерно увлекаться экономией капитальных затрат, поскольку во многих случаях экономия в капзатратах в дальнейшем "выливается" в значительное увеличение эксплуатационных расходов. В процессе технологического проектирования особое внимание следует уделять большей "технологической гибко-
103
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.