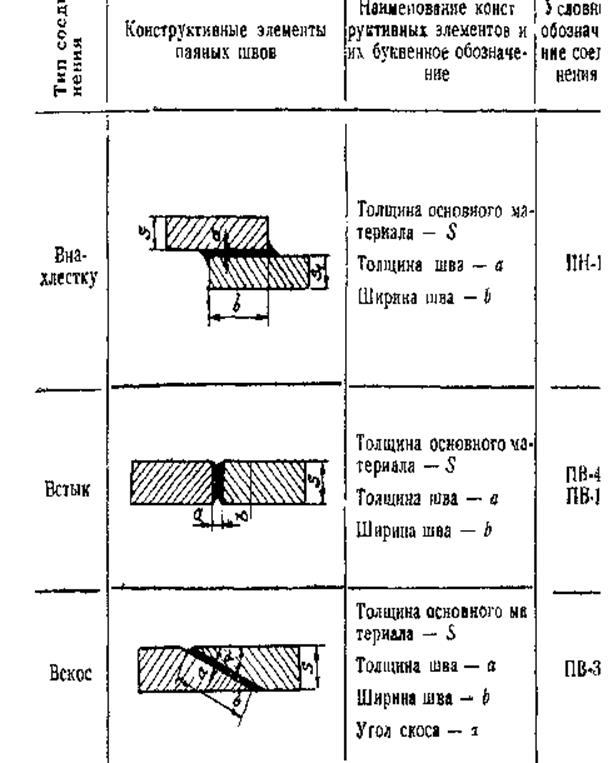
Основнык типы паяных соединений, их обозначения и параметры конструктивных элементов паяных швов
Приложение табл.17
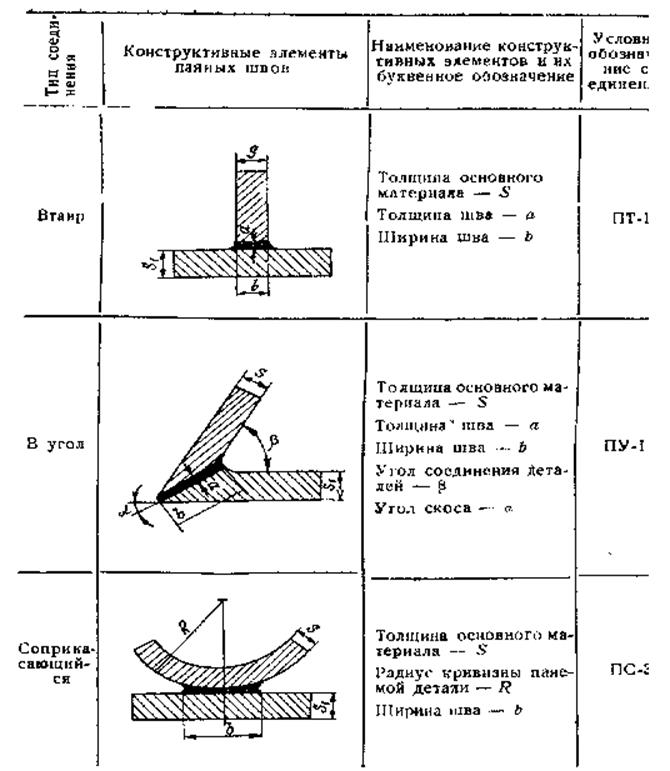
Конструктивными элементами паяного шва являются капиллярный участок шва и галтели. Основные параметры конструктивных элементов паяного шва – это толщина, ширина и длина капиллярного участка шва.
Галтель паяного шва представляет собой участок соединения, образовавшийся у края зазора на наружных поверхностях соединяемых деталей под действием капиллярных сил.
В каждом отдельном случае при конструировании паяного соединения необходимо предусматривать, каким путем вводится припой. В зависимости от конструктивных особенностей соединяемых пайкой деталей и типа паяного соединения припой может быть нанесен на соединяемые поверхности деталей путем лужения, гальваническим осаждением, напылением до сборки соединения или заложен между соединяемыми деталями в виде фольги, проволоки, стружки во время сборки. В отдельных случаях припой может вводиться в паяльный зазор и в расплавленном виде.
Заполнение паяльного зазора припоем происходит под влиянием силы тяжести и капиллярных сил. При назначении зазора следует учитывать, что сила тяжести проявляет себя только при соответствующем пространственном положении зазора. Капиллярные силы могут действовать независимо от пространственного положения зазора, но при определенной его величине.
Как при очень малом, так и излишне большом зазоре капиллярные силы могут отсутствовать, а сила тяжести оказаться недостаточной или направленной не в сторону зазора. В результате паяный шов в обоих случаях может оказаться несплошным.
Выбираемая величина зазора зависит от свойств паяемых металлов и припоя, величины поверхности, покрываемой припоем в процессе пайки, ее шероховатости и взаимного расположения соединяемых деталей.
Основными факторами, определяющими величину зазора, являются свойства припоя.
Вязкость припоев, при температуре несколько выше линии ликвидус для данных припоев, у всех различна. Следовательно, взаимная растворимость основного металла и припоя будет различна. Чем больше взаимная растворимость основного металла и припоя, тем больше должен быть зазор, так как вследствие взаимодействия припой становится более вязким, что затрудняет его затекание в зазор.
Однако при излишне толстом слое припоя переход его в промежуточный сплав будет менее плотный, что может отразиться на прочности соединения. Уменьшение плотности промежуточного сплава обусловливается наличием в центре слоя неметаллических включений, шлака, крупнозернистой структуры и других дефектов. Следовательно, величина зазора для каждого сочетания припоя и основного металла должна иметь оптимальное значение. Величины сборочных зазоров для наиболее распространенных сочетаний паяемый материал-припой приведены в табл. 18.
|
Наименование припоя |
Наименование паяемого материала |
||||
|
медь |
медные сплавы |
сталь углеро-дистая и низ-колегированная |
сталь нер-жавеющая |
алюминий и алюмини-евые сплавы |
|
|
Оловянно-свинцовый |
0,07— 0,20 |
0,07— 0,20 |
0,05-0,50 |
0,20-0,75 |
0,05-0,15 |
Медный |
— |
0,04-0,20 |
0,001-0,05 |
0,01-0,10 |
— |
Медно-цинковый |
0,04-0,20 |
0,04-0,20 |
0,05-0,25 |
0,02-0,12 |
— |
|
Серебряно-медно-фосфористый |
0,02-0,15 |
0,02- 0,15 |
— |
— |
— |
|
Медно -фосфористый |
0,04-0,20 |
0,04-0,20 |
— |
— |
— |
Серебряный |
0,04 - 0,25 |
0,04- 0,25 |
0,02-0,15 |
0,05-0,10 |
— |
Алюминиевый |
— |
— |
— |
— |
0,12-0,25 |
Цинковый |
— |
— |
— |
— |
0,10-0,25 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.