Деформация металла при прокатке характеризуется:
— абсолютным обжатием;
— относительным обжатием;
— абсолютным уширением;
— относительным уширением;
— коэффициентом вытяжки.
Абсолютным обжатием называется уменьшение толщины заготовки при прокатке:
∆
h=H–h, мм.![]()
Относительным обжатием называется отношение абсолютного обжатия к первоначальной толщине заготовки Н, выраженное в процентах:
U = 
Абсолютным уширением называется величина разности между шириной полосы заготовки до и после прокатки:
∆ B = B1 – B, мм,
где В — ширина заготовки до прокатки, мм;
B1 — ширина заготовки после прокатки, мм.
Относительным уширением называется отношение абсолютного уширения ∆ В к первоначальной ширине заготовки В. Относительное уширение характеризует деформацию металла по ширине:
Коэффициентом вытяжки называется отношение длины заготовки после проката L1, к ее длине — до проката L:
Процесс прокатки металлов характеризуется следующими основными особенностями:
— процесс возникает и осуществляется за счет сил трения между вращающимися валками и заготовкой;
— по напряжениям, возникающим в металле, и усилиям, прилагаемым к металлу, процесс является стабильным, за исключением момента входа и выхода заготовки из валков.
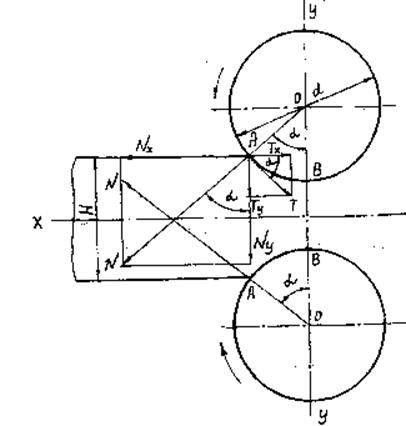
Рис. 24. Распределение действия сил на прокатываемый металл.
Для осуществления процесса прокатки необходимо соблюсти определенные соотношения между толщиной исходной заготовки Н, поступающей в валки, величиной зазора h между валками и диаметром валков D. Эти соотношения характеризуются условиями захвата, обеспечивающими процесс прокатки металла. Уравнения условий захвата металла можно вывести из анализа сил, прилагаемых к металлу в результате его деформирования валками (рис. 25).
При соприкосновении металла заготовки с валками валки, вращаясь навстречу друг другу, будут оказывать на нее давление под действием сил N, направленных нормально к поверхности валков, и сил трения Т, направленных по касательной к их окружности.
Для определения действия сил N и Т на условия захвата металла валками спроектируем эти силы на ось XX по направлению проката и вертикальную ось YY. Тогда для одного из валков получим соответственно силы Nх,,Tx и Ny, Ty,. Но поскольку система симметрична, то эти значения сил будут относиться и ко второму валку. Вертикальные силы Ny, и Ty, учитывая совместное действие двух валков, производят обжатие заготовки. Горизонтальная сила Tx втягивает заготовку в ручей валка, а сила Nх, наоборот, старается вытолкнуть заготовку из ручья.
Исходя из взаимодействия этих сил, можно вывести следующие условия захвата металла валками:
1. Если  , то вследствие
равновесия сил Tx и Nх
валки будут буксовать.
, то вследствие
равновесия сил Tx и Nх
валки будут буксовать.
2. Если ![]() < 1, то
вследствие того, что Nх >
Tx, протягивания металла в ручей валков осуществляться
не будет.
< 1, то
вследствие того, что Nх >
Tx, протягивания металла в ручей валков осуществляться
не будет.
3. Если ![]() > 1, то вследствие
того, что Tx > Nх , валки
будут захватывать и протягивать заготовку в ручей. Величина сил Nхи Tx определится путем геометрического построения.
> 1, то вследствие
того, что Tx > Nх , валки
будут захватывать и протягивать заготовку в ручей. Величина сил Nхи Tx определится путем геометрического построения.
Тогда
![]()
![]()
Отношение сил

где f — коэффициент трения.
Подставляя значение силы трения T
в выражение ![]() , получим
, получим
![]()
где ![]() — угол захвата,
соответствующий центральному углу дуге захвата, равной:
— угол захвата,
соответствующий центральному углу дуге захвата, равной:

На основании третьего условия ![]() >1
получим
>1
получим
 > 1.
> 1.
Преобразовав данное выражение известными способами, установим, что
![]() >
>![]()
Эта зависимость определяет основное условие захвата металла валками. Условие показывает, что для обеспечения прокатки коэффициент трения должен быть больше значения тангенса угла захвата. Полученное неравенство показывает, что при прокатке металла можно практически оказывать влияние на коэффициент трения и угол захвата.
С увеличением диаметра валков при определенном усилии обжатия величина угла захвата уменьшается и, следовательно, захват облегчается.
К основным факторам, влияющим на коэффициент трения, относятся: пластичность металла, его температура, скорость вращения валков, материал валков и состояние их поверхности, химический состав прокатываемого металла.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.