— устройство в форме вентиляционных каналов для выхода образующихся при заливке газов из полости формы;
— извлечение модели из формы и стержней из стержневых ящиков;
— отделка и сборка формы.
Последовательность технологии изготовления литейной формы отливки по разъёмной модели приведена на рис. 4.
Нижняя половина разъемной модели 2 устанавливается на подопочную плиту 1 (рис. 4, а). Поверхность модели для предохранения от прилипания формовочной смеси смачивают смесью керосина с мазутом (50% керосина, 50% мазута) или припыливают графитом или тальком. На модельную плиту устанавливают пустую нижнюю опоку 3. Опока наполняется облицовочной смесью 4, толщина слоя после ее уплотнения 30—40 мм. После этого опоку засыпают наполнительной смесью и производят ее уплотнение. Для обеспечения хорошей газопроницаемости и газоотвода в уплотненной смеси производится прокалывание вентиляционных каналов 6 душником 5 (рис. 4, в). Затем заформованную опоку переворачивают на 180°, верхнюю половину модели 7, обработанную разделительным составом, устанавливают на нижнюю (рис. 4, г). На верхнюю половину модели ставят элементы литниковой системы (литник 11 и выпор 10). Устанавливается верхняя половина опоки 8 и осуществляется ее формовка (рис. 4, д).

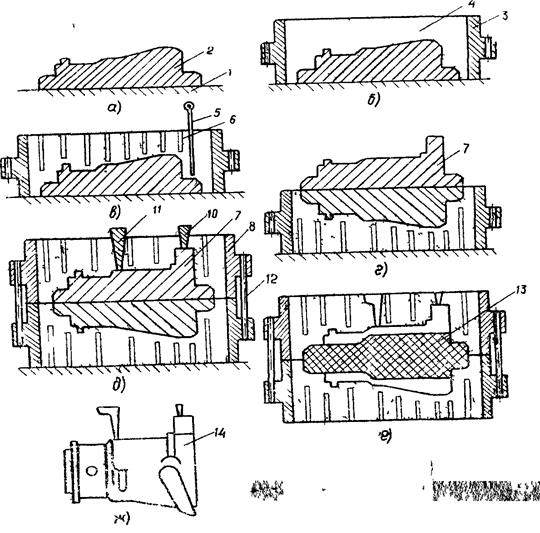
Рис. 4. Технология изготовления формы отливки
Заформованные опоки раскрываются, и форма вблизи модели смачивается водой для облегчения удаления частей модели из полуформ. Извлечение модели из формы является ответственной операцией, так как она может повлечь за собой нарушение полостей формы и свести отливку в брак.
После извлечения модели поверхность формы отделывается. Поврежденные места формы исправляют. Некоторые части формы укрепляют шпильками. Отделанные полуформы после установки литейного стержня 13 собираются под заливку. Собранные под заливку опоки стопорятся стопорами 12 и подаются на участок заливки форм жидким металлом. Готовая отливка, полученная по разъемной модели, показана на рис 4, ж.
В ряде случаев изготовление форм производится машинной формовкой.
Применение машин для изготовления литейных форм позволяет резко увеличить производительность труда, повысить точность отливок, снизить себестоимость их изготовления и улучшить качество литья. Применение машинной формовки обеспечивает возможность механизировать и автоматизировать процесс изготовления литейных форм. Формовочные литейные машины выполняют операции уплотнения смеси в опоках и удаление моделей из форм. По способу уплотнения смеси формовочные машины разделяются на прессовые, встряхивающие и пескометные.
Прессовые машины приводятся в действие сжатым воздухом давлением 0,5—0,7 МПа. Схема машинной формовки с верхним прессованием смеси в опоке приведена на рис.5, а. На столе укрепляется подмодельная плита с моделью 2 и устанавливается опока 3 с наполнительной рамкой 4, которые заполняются формовочной смесью из бункера При подъеме стола машины опока вместе с наполнительной рамкой и моделью упирается в прессовую плиту б неподвижной траверсы 6. Плита входит во внутрь наполнительной рамки и уплотняет формовочную смесь.
На рис 5, б показана схема машины с нижним прессованием. На столе 1 укрепляется подмодельная плита с моделью 2. На раму 3 устанавливается опока 4, которая заполняется формовочной смесью. К поверхности опоки вплотную подводится траверса 5. Механизм подъема поднимает стол с моделью до нижнего края опоки и уплотняет смесь.
Принцип работы встряхивающей формовочной машины (рис.5, в) заключается в том, что стол 2 с подмодельной плитой, моделью и опокой 1, наполненной формовочной смесью, поднимается поршнем 5 под давлением сжатого воздуха, поступающего по шлангу 4 и каналу 3. После выхода воздуха из-под поршня по каналу 6 стол падает, ударяясь в неподвижный направляющий цилиндр 7, уплотняя формовочную смесь в опоке. Для амортизации стола от резких ударов применяются пружины 8.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.