В большинстве случаев при толщине металла свыше 5—6 мм в практике сварки прибегают к предварительной разделке или скосу кромок, при этом различают односторонние и двухсторонние сварные швы. Разделка кромок под односторонний стыковой шов, Y-образная разделка, показана на рис. 55.
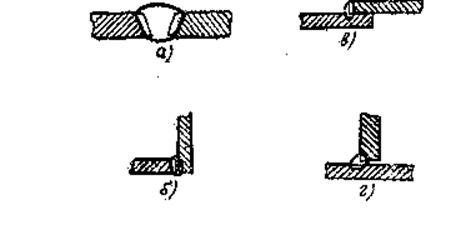
Рис. 54. Сварные соединения:
а — стыковое; б — угловое; в — нахлесточное; г — тавровое
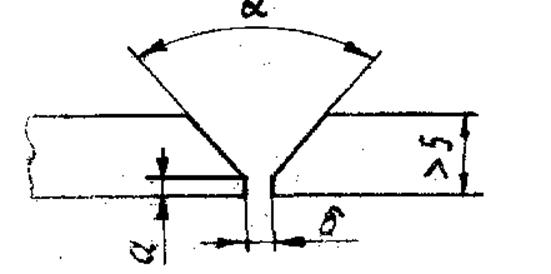
Рис. 55. V-образная разделка кромок под стыковой шов
Собранные и подготовленные под сварку металлы характеризуются тремя основными показателями: углом разделки кромок α, притуплением кромок или нескошенной частью α и зазором между кромками δ. Увеличение угла разделки или раскрытия кромок облегчает процесс ведения сварки и доступ к нижним слоям свариваемых металлов. Притупление кромки облегчает сборку и уменьшает возможность прожога металла вершины шва. Зазор облегчает доступ расплавленного металла к нижним слоям и провару всего сечения. .
На основании опыта многолетней сварочной практики приняты следующие элементы разделки кромок под стыковой односторонний шов. Угол разделки α равен 60 — 70°. Притупление кромки составляет 2—3 мм. Зазор δ принимается равным от 2 до 4 мм, с увеличением толщины свариваемых металлов он увеличивается. При толщине листов свариваемых металлов более 15—20 мм рекомендуется двухсторонняя Χ-образная разделка кромок (рис. 56).
Величина элементов кромок при Χ-образной разделке составляет: α = 60-90°; а = 2 - 3 мм; δ= 2 — 4 мм.
При сварке толщин больше 15—20 мм производится чашеобразная разделка кромок, которая может быть одно- или двухсторонней.
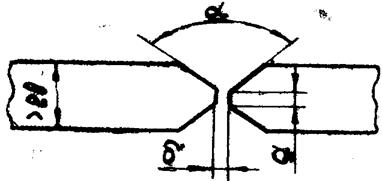
Рис. 56. Х – образная разделка кромок под стыковой шов
Нахлёсточным соединением называется сварное соединение, в котором свариваемые элементы располагаются параллельно и перекрывают друг друга (рис. 54, в). Нахлесточные соединения выполняются угловыми швами. В основе получения качественного нахлесточного соединения лежит правильно выбранная величина нахлестки. Величина нахлестки равна трех-, пятикратной толщине свариваемых элементов.
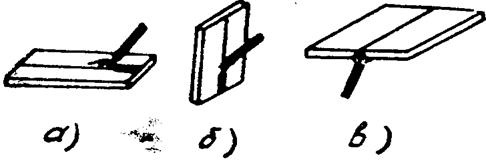
Рис. 57. Расположение швов в пространстве:
а — нижний: б — вертикальный; в — потолочный
Угловым соединением называется сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев (рис. 54, б).
Угловые соединения при любых толщинах свариваемых металлов можно получить без предварительной подготовки кромок.
Тавровым соединением называется сварное соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент (рис. 54, г). Если сварные тавровые конструкции работают при малых нагрузках, то они выполняются без скоса кромок. При изготовлении ответственных конструкций с элементами толщиной 10 — 20 мм применяется односторонний скос кромок, а при толщине элементов больше 20 мм — двухсторонний. Все соединения выполняются сварными швами.
Сварным швом называется участок сварного соединения, образовавшийся в результате кристаллизации металла сварочной ванны.
В зависимости от расположения и направления действующих сил при приложении нагрузки к сварному соединению сварные швы подразделяются на фланговые, лобовые и косые. По расположению в пространстве они различаются на нижние—горизонтальные, вертикальные и потолочные (рис.57). Швы, накладываемые горизонтально при вертикальном положении изделия, также называются горизонтальными.
По технологии получения швы подразделяются на прерывистые и непрерывистые. Прерывистые швы — сварные швы с промежутками несвариваемых элементов по длине. Непрерывистые швы—сварные швы без промежутков.
12 ДУГОВАЯ СВАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
12.1. СУЩНОСТЬ ПРОЦЕССА ДУГОВОЙ СВАРКИ
Дуговой сваркой называется сварка плавлением, при которой нагрев осуществляется электрической дугой. Сварка относится к термическому классу и по технологическим признакам подразделяется на ряд способов, наиболее характерными из которых являются способы сварки плавящимся и неплавящимся электродом. В практике производства и ремонта вооружения наиболее широкое применение находит сварка плавящимся электродом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.