W = k·δ, кВт,
где δ — суммарная толщина свариваемых деталей, мм;
k — коэффициент, равный:
— для углеродистых и низколегированных сталей 8 — 14;
— для нержавеющих сталей 25 — 40;
— для алюминиевых сплавов 20 — 100.
Время нагрева или прохождения сварочного тока зависит от мощности машины и условий сварки. Время колеблется от десятков до тысячных долей секунды на получение одной сварной точки. При сварке сталей, склонных к закалке и трещинообразованию, время нагрева увеличивается для того, чтобы замедлить последующее охлаждение металла и избежать брака в сварных соединениях.
Величина давления между электродами должна обеспечивать хороший контакт изделий в месте сварки. Как правило, она зависит от толщины свариваемых металлов и составляет обычно 2,0 — 120 МПа. Особое влияние на формирование структуры сварного соединения оказывает давление после нагрева. При правильно выбранной величине давления структура металла в месте сварки получается мелкозернистой, а прочность литого ядра приближается к прочности основного металла.
![]()
![]()
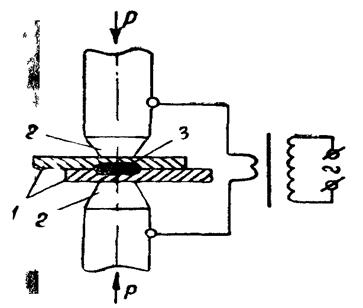
Рис. 72. Схема точечной контактной сварки
Диаметр сварной точки зависит от диаметра конуса электрода. Необходимо, чтобы диаметр сварной точки был в 2—3 раза больше толщины наиболее тонкого металла свариваемой пары.
Расстояние между точками выбирается таким путем, чтобы исключить шунтирование тока через соседние точки. Так, при сварке двух деталей толщиной от 1 до 8 мм каждой расстояние между точками изменяется от 15 до 60 мм, а при сварке трех деталей — от 20 до 100 мм.
Применяемые для точечной контактной сварки электроды должны обладать высокой прочностью при рабочей температуре . Для их изготовления применяются холоднокатаная электролитическая медь Ml, специальные бронзы с присадкой кобальта или кадмия и др. С целью уменьшения износа электродов они изготавливаются со сменными наконечниками, а в процессе работы охлаждаются водой.
Ориентировочный режим точечной контактной сварки малоуглеродистой стали приведен в табл. 10.
Толщина металла, мм |
Давление на электроды, Н/м2 |
Средняя сила тока, А |
Время сварки, с |
|
0,5 + 0,5 |
300 |
3000 — 4000 |
0,2 — 0,3 |
|
1+1 |
750 |
3500 — 4500 |
0,2 — 0,35 |
|
1,5+1,5 |
1500 |
4500 — 6000 |
0,25 — 0,35 |
|
2+2 |
2500 |
5000 — 7000 |
0,25 — 0,35| |
|
3+3 |
5000 |
14000 — 16000 |
0,6 — 1,0 |
|
4+4 |
7500 |
15000 — 18000 |
0,8 — 1,1 |
|
5+5 |
9000 |
16000 — 20000 |
0,9 — 1,2 |
|
6+6 |
12000 |
18000 — 22000 |
1,1 — 1,5 |
Шовной контактной сваркой называется сварка, при которой соединение элементов выполняется внахлестку вращающимися дисковыми электродами в виде непрерывного или прерывистого шва. По технологии выполнения сварного соединения шовная контактная сварка мало отличается от точечной контактной сварки. Сварка осуществляется прерывистым или непрерывным швом специальными роликами, выполняющими роль электродов.
Свариваемые детали 1 пропускают между вращающимися навстречу друг другу роликами 2, обеспечивающими плотное прилегание их друг к другу (рис. 73). Пропускание электрического тока осуществляется или постоянно или прерывисто по времени, в результате чего сварной шов формируется или сплошным по его длине или прерывистым со сваркой на отдельных участках.
Режим шовной сварки определяется следующими параметрами: шагом образующих шов точек, усилием, приложенным к роликам, диаметром роликов, циклом сварки, скоростью сварки и силой сварочного тока.
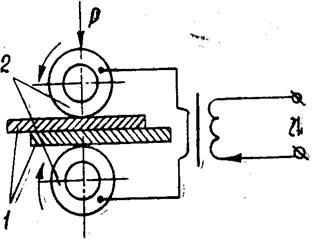
Рис. 73. Схема шовной контактной сварки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.