Одним из достоинств ультразвуковой сварки является возможность соединения заготовок различной толщины, например тонких листов и фольги с деталями большой толщины. Другое существенное преимущество сварки ультразвуком заключается в хорошей свариваемости этим методом металлов в разнородных сочетаниях, например алюминия с медью, цинком и оловом, меди со сталью, никеля с вольфрамом, тугоплавких металлов со сталью и металлов с керамическими материалами.
Ультразвуковым методом сваривают и пластмассы, однако в отличие от сварки металлов ультразвуковые колебания подводятся к деталям не тангенциально, а вертикально.
Прочность соединений металлов, выполненных ультразвуковой сваркой, составляет не менее 90 % прочности наиболее прочного металла в соединении, а в некоторых случаях превосходит эту величину, что объясняется частичным наклепом свариваемых металлов.
Сваркой трением называется сварка металлов давлением, при которой нагрев осуществляется трением, вызываемым вращением одной из свариваемых частей.
Сварка трением происходит в твердом состоянии при воздействии теплоты, возникающей при трении поверхностей свариваемых металлов. Трение поверхностей заготовок 1, одна из которых установлена в неподвижном зажиме 2, а вторая в подвижном — 3, осуществляют путем вращения с определенной скоростью под действием сжимающих усилий Р (рис. 84). В результате разогрева заготовок и приложения давления происходит пластическая деформация металла и сближение его до межатомных связей.
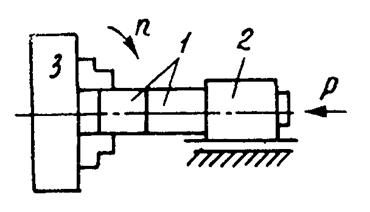
Рис. 84. Схема сварка трением
Прочное сварное соединение обеспечивается только в том случае, когда на большинстве ювенильных (частных) участках произойдет сближение свариваемых металлов до межатомных связей. Препятствующие образованию этих связей различные неметаллические включения и окисные пленки, находящиеся на свариваемых поверхностях, разрушаются при трении и удаляются из зоны сварки в радиальном направлении.
Основными параметрами процесса сварки трением являются: скорость относительного перемещения свариваемых поверхностей; величина удельного давления, прилагаемого к свариваемым поверхностям; величина пластической деформации, т. е. осадки. Необходимый для сварки нагрев при прочих равных условиях обусловлен скоростью вращения и величиной осевого усилия.
Режимы сварки трением некоторых однородных металлов и сплавов представлены в табл. 14.
При сварке трением по сравнению с контактной стыковой сваркой снижаются затраты энергии и требуемые мощности. Так, при сварке стали трением требуется энергии в 5—10 раз меньше, чем при контактной сварке. Параметры режима сварки трением (угловая скорость, величина усилия сжатия и осадки, продолжительность нагрева) зависят от свойств свариваемого металла, площади сечения и конфигурации изделия.
Сваркой трением можно соединять однородные и разнородные металлы, причем соединение получается с достаточно высокими механическими свойствами.
Таблица 14
Режимы сварки трением однородных металлов и сплавов
|
Свариваемый материал |
Диаметр стержней, мм |
Относительная скорость вращения, об/мин |
Удельное давление, МПа |
Величина осадки, мм |
Машинное время сварки, с |
|
|
при нагреве |
при осадке |
|||||
|
Сталь Ст. 3 |
20 40 |
1500 1000 |
50 100 |
50 100 |
5 12 |
5 20 |
|
Сталь Ст. 5 |
16 |
1500 |
50 |
50 |
5 |
4,5 |
|
Сталь 20 Сталь 45 Сталь 4Х13 |
10 |
3000 1500 |
40 120 |
40 120 |
3 5 3 – 4 |
3 4,5 3 |
|
Сталь 20Х Сталь 12ХН2А |
12 |
300 |
40 |
40 |
4 |
4,5 3,5 |
|
Латунь Л62 |
16 |
33 |
33 |
6—7 |
3 |
|
|
Дюралюми-ний Медь |
40 |
760 920 |
100 31,5 |
100 31,5 |
20 |
13 30 |
|
Алюминий АД-1 |
20 40 |
3000 760 |
8 30 |
8 30 |
6 — 7 30 |
3 10 |
|
Сталь 38ХМЮА ЗОХГС |
10 |
1500 |
100 |
100 |
4 |
2 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.