Центробежная изложница 10, располагаемая на роликовых опорах 12, заключена в обечайке 5, 13. Обечайка установлена между продольными направляющими станины 7 и закреплена с ними люнетами 3 и 6. Справа и слева к станине прикрепляются гидравлические домкраты 4, обеспечивающие изменения положения изложницы от горизонтального на oпределенный угол. В передней части машины расположены заливочный стол 1 и гидравлический механизм 2 для выталкивания готовых отливок из формы. Вращение центробежной изложницы осуществляется электродвигателем главного привода 8 через редуктор 9 и шестерню 11. Поворот ротора электродвигателя главного привода в момент его запуска обеспечивается двигателем поворота. С целью получения направленной кристаллизации металла и предохранения изложницы от перегрева в обечайке циркулирует вода. Режим работы машины ЦМ–100 приведен на рис. 9.

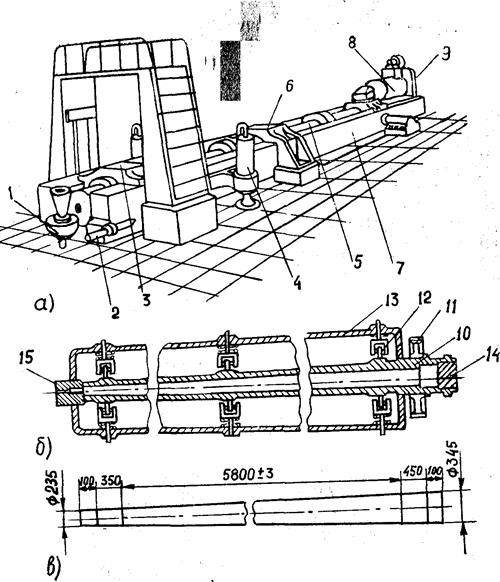
Рис. 8. Схема центробежной машины ЦМ-100:
а—общий вид машины; б — изложница в обечайке; в — отливка
![]()
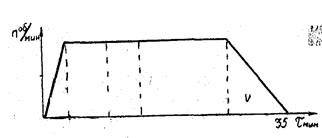
Рис.9. Режим работы машины ЦМ-100:
I—разгон изложницы; II—футерование изложницы песком; III — заливка расплавленного металла; IV—кристаллизация металла и охлаждение отливки; V—останов машины
Во вращающуюся изложницу через специальную трубу, имеющую продольный паз, вводится кварцевый мелкозернистый просушенный песок. Введенная в форму труба поворачивается на 180°, и песок высыпается, располагаясь под действием центробежных сил равномерным слоем толщиной 5 мм по всей внутренней полости формы. С помощью гидравлических домкратов форма наклоняется на угол 5°, что обеспечивает равномерное распределение металла по всей длине. Заливка металла строго регламентирована по времени, а применение стопорных ковшей обеспечивает точное дозирование порции металла, необходимой для получения отливки. Одновременно с заливкой металла угол наклона формы уменьшается и к концу процесса заливки форма принимает горизонтальное положение.
После кристаллизации металла и охлаждения его до температуры 700—800°С производятся останов машины и удаление отливки гидравлическим механизмом выталкивания. Время получения одной заготовки на машине ЦМ-100 составляет 35 мин. Готовая отливка (рис.8, в) имеет несколько увеличенную длину для отрезания с ее торцов бросовых тимплетов (100 мм) и тимплетов, идущих на определение механических и других свойств литого металла (350 и 450 мм).
Для устранения дефектов литья (флокенов, дендритной ликвации и др.) отливки подвергают термической обработке.
3.4. ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Литьем по выплавляемым моделям называется процесс получения отливок путем свободной заливки расплавленного металла в формы, изготовленные по выплавляемым моделям.
Способ является развитием, дальнейшим совершенствованием и применением в производственных условиях для получения заготовок и деталей известного с древних времен способа изготовления литых художественных и ювелирных изделий по восковым моделям. Несмотря на то, что способ получения отливок по восковым моделям известен с давних пор, широкое применение в производственных условиях он получил за последние 20 лет. В настоящее время литьем по выплавляемым моделям изготавливаются сложные по конфигурации отливки массой от 2—3 г до 300 кг и более практически из любых сплавов с минимальной толщиной стенок до 0,5 мм. Точность получаемых отливок соответствует 12 квалитету при шероховатости поверхности по параметру Rz не более 40 мкм. Литье по выплавляемым моделям обеспечивает сокращение затрат на механическую обработку, уменьшает расход металла и снижает, по сравнению с литьем в песчаные формы, себестоимость готовых деталей в 2—3 раза.
Данный способ получения отливок и деталей находит широкое применение в машиностроительном производстве.
В общем машиностроении способ находит применение при изготовлении лопаток направляющих аппаратов газовых турбин, деталей приборов, ружей, швейных машин, мерительного и металлообрабатывающего инструмента, крыльчаток и корпусов насосов, литых шестерен и многих других деталей.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.