При сварке металлов взрывом происходит образование металлических связей по дислокационному механизму. Активизация процесса образования металлических связей связана с интенсивностью совместной пластической деформации поверхностных слоев свариваемого металла, которая определяется скоростью распространения пластической деформации и ее величиной, а также величиной давления, развивающегося в зоне соударения.
Скорость пластической деформации металла в зоне соединения, протекающей вследствие перемещения имеющихся и образующихся новых дислокаций, не может превышать скорости распространения в свариваемых металлах пластически волн сжатия С. Поэтому для создания физического контакта и таким образом реализации механизма образования металлических связей скорость перемещения вершины угла встречи соударяющихся поверхностей вдоль свариваемого соединения должна быть меньше величины С.
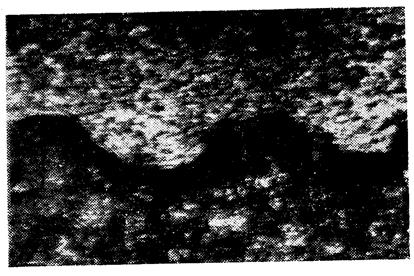
Рис. 87. Граница раздела металлов медь — сталь, полученных сваркой взрывом
Основными особенностями процесса сварки взрывом являются следующие:
1. Сварное соединение образуется в течение миллионных долей секунды, т. е. практически мгновенно. Сварное соединение возникает вследствие образования металлических связей при совместном пластическом деформировании свариваемых поверхностей металла. Малая продолжительность сварки предотвращает возникновение диффузионных процессов. Эта особенность процесса позволяет сваривать металлы, которые при обычных процессах сварки с расплавлением металлов образуют хрупкие интерметаллические соединения, делающие непригодными швы к эксплуатации.
2. При сварке взрывом можно получать соединения неограниченной площади. При этом процесс сварки осуществляется тем легче, чем больше отношение площади соединения к толщине метаемой части металла.
Развитие и отработка технологии и применение сварки взрывом в промышленности требует на данном этапе постоянного поиска и научных исследований.
16.4. ХОЛОДНАЯ СВАРКА
Холодной сваркой называется сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей.
Соединение заготовок при холодной сварке осуществляется путем совместного пластического деформирования деталей при комнатной и даже отрицательных температурах. Образование неразъемного соединения происходит в результате возникновения металлических связей при сближении соприкасающихся поверхностей до расстояния, при котором возможно действие межатомных сил, причем в результате большого усилия сжатия пленка окислов разрывается и образуются чистые поверхности металлов.
Крупнозернистая отожженная структура более благоприятна для сварки, чем мелкозернистая. Свариваемые поверхности должны быть тщательно очищены от адсорбированных жировых пленок. Холодной сваркой могут быть выполнены точечные, шовные и стыковые соединения.
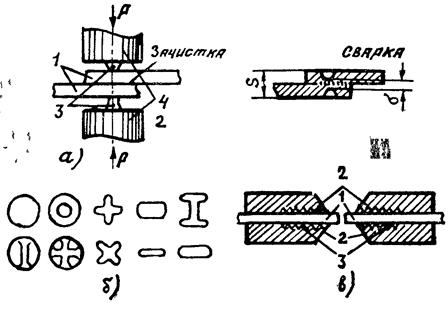
Рис. 88. Схема холодной сварки
На рис. 88, а представлен процесс холодной точечной сварки. Листы металла 1 с тщательно зачищенной поверхностью в месте сварки помещают между пуансонами 2, имеющими выступы 3. Пуансоны сжимают с некоторым усилием Р, выступы 3 вдавливаются в металл на всю их высоту, пока опорные поверхности 4 пуансонов не упрутся в наружную поверхность свариваемых заготовок. Форма сварной точки (рис. 88, б) зависит от формы выступа на пуансоне,
При стыковой сварке (рис. 88, в) стержни 1 зажимают в специальных зажимах 2. При осадке левый и правый зажимы сближают до соприкосновения, и ножи 3 срезают лишний выдавленный металл.
При соединении металлов холодной сваркой происходит уменьшение толщины свариваемых деталей. Прочность соединения определяется остаточной толщиной металла в месте пластической деформации. При этом следует учитывать, что прочностные свойства металла в зоне сварки повышаются в результате наклепа в холодном состоянии.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.