Аргон—инертный газ, получаемый из воздуха. В атмосфере воздуха содержится до 1 % аргона. Хранится и транспортируется в специальных стальных баллонах, окрашенных в серый цвет, под давлением 15 МПа. Для сварки меди и малоответственных деталей из легированных сталей применяется технический аргон, содержащий до 17 % примесей, а для сварки высоколегированных сталей и легких сплавов на основе алюминия и магния применяется аргон, содержащий не более 0,3 % примесей. Содержание примесей в аргоне указывается в техническим паспорте, поставляемом вместе с баллонами аргона.
Аргонодуговая сварка применяется при сварке листов алюминия и др.
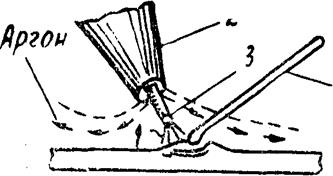
Рис. 64. Схема аргонодуговой сварки
Сварка может выполняться вручную и на автоматических установках неплавящимся (вольфрамовым) и плавящимся электродами.
При сварке неплавящимся электродом (рис. 64) дуга горит между вольфрамовым электродом 3 и свариваемым изделием 1. В зону пламени дуги подается присадочный материал 4, близкий по химическому составу к металлу изделия. Вольфрамовый электрод располагается в мундштуке сварочной горелки 2, по каналу которой в зону горения дуги подается газ аргон под давлением 0,03 — 0,05 МПа.При сварке плавящимся электродом дуга горит между металлом изделия и электродной проволокой, подаваемой специальным механизмом в зону горения дуги. Присадочный материал при данном способе сварки не применяется. Род тока выбирается в зависимости от свойств свариваемого металла и металла электрода.
При сварке вольфрамовым электродом применяется переменный ток прямой полярности, а при сварке плавящимся электродом — постоянный обратной полярности, обеспечивающий более устойчивое горение дуги и меньшее разбрызгивание электродного металла. Сила сварочного тока составляет 100-300 А.
Аргон, будучи тяжелее воздуха, хорошо защищает дугу и нагретый металл от окружающего воздуха, охлаждает несколько дугу и сжимает ее, способствуя концентрации выделяющегося тепла.
Благодаря концентрации тепла в дуге повышается скорость сварки с обеспечением глубокого провара основного металла. При этом зона термического влияния будет минимальных размеров, а качество сварки высокое.
Аргонодуговая сварка позволяет сваривать алюминий, магний и сплавы на их основе без применения флюсов, а также детали малых толщин (0,2—0,5 мм).
Сварка в углекислом газе—это дуговая сварка в защитном газе, при которой в зону дуги подается углекислый газ.
Сварка является наиболее экономичной из всех известных способов сварки в защитных газах и находит широкое применение.
Принципиальная схема сварки представлена нарис. 65.
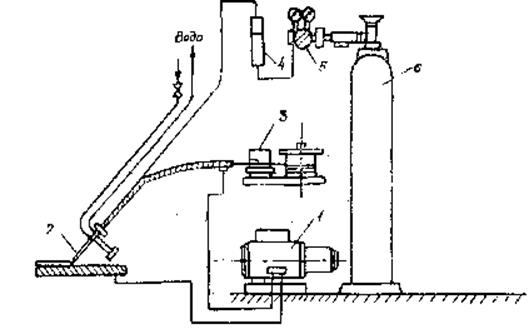
Рис. 65. Схема сварки в углекислом газе
Сварочная установка состоит из источника питания дуги сварочным током 1, газоэлектрической горелки 2, механизма подачи электродной проволоки 8, указателя расхода (ротаметра) углекислого газа 4, редуктора 5 и баллона с углекислотой 6. Газоэлектрические горелки подразделяются на горелки для малых токов до 300 А, применяющиеся без водяного охлаждения, и горелки больших токов (свыше 300 А), работающие с водяным охлаждением. Газ поставляется в баллонах под давлением 10—15 МПа. Баллоны окрашиваются в черный цвет.
Дуговая сварка в углекислом газе осуществляется на автоматических и полуавтоматических установках. Углекислый газ в качестве защитного может использоваться для сварки малоуглеродистых, низколегированных и некоторых марок высоколегированных сталей. Применение углекислого газа в смеси с аргоном улучшает свойства защитной атмосферы и позволяет расширить номенклатуру сталей, свариваемых этим способом.
Металлы и сплавы, активные к воздействию кислорода, сварке в углекислом газе не подвергаются вследствие окисляющей способности самого углекислого газа и атомарного кислорода. Их образование происходит под действием электрических разрядов дуги и высокой температуры: СО2 = СО+О.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.