Сварочной установкой называется установка, состоящая из источника питания, аппарата или машины для сварки, механического и вспомогательного оборудования.
Источники питания предназначены для питания сварочной дуги током. Они должны обеспечивать легкое зажигание и устойчивое горение дуги, создавая необходимое напряжение и силу тока в сварочной цепи. Источники питания сварочной дуги работают на постоянном и переменном токе.
Для питания сварочной дуги постоянным током применяют генераторы постоянного тока и выпрямители, а для питания переменным током — понижающие трансформаторы, включаемые в электрическую сеть промышленного напряжения 220 или 380 В.
Источники питания дуги должны иметь напряжение на зажимах при разомкнутой сварочной цели (напряжение холостого хода) не выше 60—80 В, а при установившемся режиме сварки в 2—2,5 раза ниже и давать ток короткого замыкания на 40—50% ниже сварочного (рабочего) тока.
Важной характеристикой источника питания сварочной дуги является графическая зависимость напряжения на зажимах источника U от силы тока в цепи при нагрузке I:
U = f(I).
Эту зависимость называют внешней характеристикой источника тока.
Современные источники питания сварочной дуги могут иметь крутопадающие, пологие и жесткие внешние характеристики (рис. 60). Вид внешней характеристики в каждом конкретном случае обусловливается значением заданного сварочного тока.
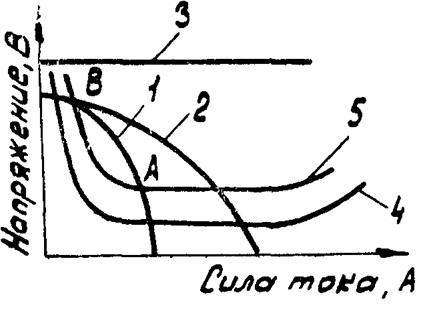
Рис. 60. Внешние характеристики источников тока и вольт–амперные
характеристики дуги:
1,2,3 — внешние характеристики источников тока; 4 и 5 — вольт–амперные характеристики для дуги длиной 2 и 5 мм
В процессе сварки напряжение дуги при заданном сварочном токе должно быть равно напряжению на зажимах источника питания. Другими словами, устойчивое горение дуги обеспечивается режимом, соответствующим точке пересечения внешней характеристики источника питания и статической вольт-амперной характеристики дуги.
Для обеспечения этого условия при сварке на малых токах требуются источники питания с крутопадающей внешней характеристикой (рис. 61, кривая 1), которая пересекается с вольт-амперной характеристикой в точках А и В. Установившемуся режиму сварки соответствует точка А. При крутопадающей внешней характеристике случайное небольшое увеличение или уменьшение длины дуги не вызывает существенного изменения величины сварочного тока и дуга продолжает гореть устойчиво. Точка В соответствует режиму возбуждения дуги. На этом режиме дуга неустойчива.
Источники питания дуги с крутопадающей внешней характеристикой используют при ручной дуговой сварке, так как сварщик имеет возможность удлинять или укорачивать дугу, не опасаясь ее обрыва или резкого увеличения тока.
Источники питания с пологими и жесткими характеристиками применяют при автоматических способах дуговой сварки, выполняемых обычно с использованием токов большей силы, чем при ручной сварке.
Источники питания сварочной дуги могут быть однопостовыми, питающими одну сварочную дугу, и многопостовыми, питающими одновременно несколько сварочных дуг. Каждый источник обладает определенными сварочными токами, в пределах которых наклон внешней характеристики изменяется с помощью регулятора тока.
Источники питания сварочной дуги характеризуются переменным режимом работы, так как сварка обычно чередуется с паузами, в течение которых сварка не ведется, а источник питания работает на холостом ходу. Повторно-кратковременный режим оценивается величиной
ПР
=
![]() ·100%,
·100%,
где tр— время работы (сварки);
tц— время всего цикла (сварка и пауза).
За номинальный режим работы однопостовых сварочных генераторов и трансформаторов принят ПР = 65% при номинальной длительности цикла tц=5 мин. Это означает, что непрерывную сварку на номинальном токе можно производить без опасного перегрева изоляции источника тока в течение времени tр= 5 x 0,65, после чего требуется пауза tц = 5 x 0,35 мин. Это приблизительно соответствует реальным условиям, так как периоды сварки чередуются с паузами для смены электродов, перехода на другой шов и т. д.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.