Во время работы ползун пресса, перемещаясь по направляющим, совершает возвратно-поступательные движения, вызываемые электромотором через кривошипно- шатунный механизм.
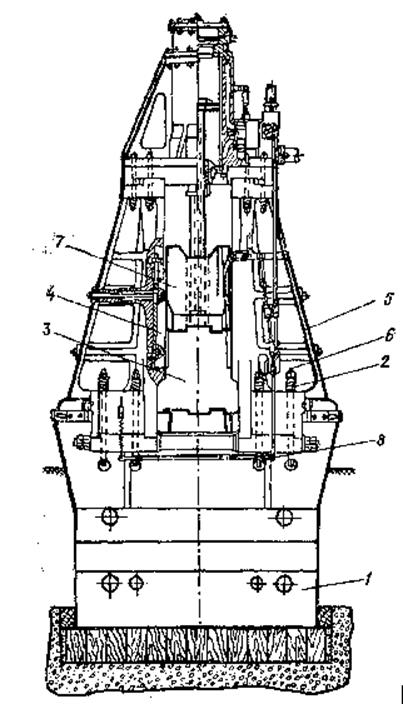
Рис. 39. Паровоздушный штамповочный молот
При штамповке на механическом прессе степень деформации за одну операцию значительно больше, чем при штамповке на молоте, что обеспечивает более равномерное деформирование металла и повышение производительности штамповки в 1,5 — 3,0 раза. Высокая точность поковок, получаемых на кривошипном прессе, достигается жестким ходом ползуна. На кривошипных прессах осуществляется штамповка в закрытых и открытых штампах. При этом из-за отсутствия удара износ открытых штампов по линии разъема значительно меньше, чем при штамповке на молотах.
Горизонтально-ковочные машины (ГКМ) используются в серийном и массовом производствах и являются кривошипно-рычажными машинами. По воздействию на металл ГКМ относят к прессам. Машины этого типа применяются для горячей штамповки заготовок высадкой из прутка и отрезки готовой поковки. Особенность работы ГКМ заключается в том, что движение ползуна и закрепленного на нем бойка кинематически связано с зажимом заготовки в разъемных матрицах. Штамповка на ГКМ отличается большой точностью, меньшей потерей металла и высокой производительностью. Рабочее усилие машин от 50 до 3000 тс.
8.3. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
Исходным материалом для объемной штамповки является прокат круглого, квадратного, прямоугольного и других сечений. Получение поковок осуществляется согласно разработанному технологическому процессу, который приводится в операционных картах на получение поковок.
Процесс включает:
— расчет массы и размеров заготовок;
— отрезку заготовок на мерные длины;
— нагрев заготовок;
— штамповку заготовок;
— отделку поковок.
Определение массы и размеров заготовки при штамповке на молотах производится на основании закона постоянства объема металла до и после штамповки:
Vзаг= Vпок+Vобл+Vуг+Vкл
или то же самое,
Gзаг= Gпок+Gобл+Gуг+Gкл,
где Gзаг — масса исходной заготовки, кг;
Gпок — масса поковки, кг;
Gобл — масса облоя, кг;
Gуг — масса отхода металла на угар при нагреве, кг;
Gкл — масса отхода на клещевину, кг.
Масса поковки подсчитывается исходя из ее объема, определяемого по чертежу готовой поковки. Масса отхода металла на облой ориентировочно может быть определена:
Gобл = (0,5 — 0,8)γ·Fобл·L,
где γ — плотность штампуемого металла, г/см3;
Fобл — площадь поперечного сечения канавки для облоя, см2;
L — периметр поковки по линии разъема, см.
Площадь поперечного сечения канавки для облоя зависит от массы поковки. Масса отхода металла в угар Gуг обычно принимается равной 2 — 3% от массы поковки с облоем.
Отрезка заготовок на мерные длины выполняется в заготовительном отделении цеха. Она производится на мощных ножницах или пилах, электропилах, ломкой на холодноломах, газовой резкой и др.
Нагрев заготовок осуществляется в камерных или методических печах до заданной температуры, которая указывается в операционных картах на данные поковки. Перед подачей заготовок к молоту или прессу они очищаются от окалины, в противном случае окалина может вдавливаться в поковку при штамповке и ухудшать ее качество. Окалина удаляется способом воздушной или механической очистки.
Штамповка заготовок производится за несколько ударов или один удар штампа.
Отделка поковок после горячей объемной штамповки состоит в обрезке облоя (заусенца), просечке отверстий, правке, термической обработке и очистке поковок от окалины.
Удаление облоя (заусенцев) производится как в горячем, так и в холодном состоянии. Горячая обрезка облоя осуществляется непосредственно после штамповки на прессе, входящем в состав штамповочного агрегата. Для придания поковкам или отдельным частям их точных размеров, а также высокой чистоты поверхности применяются калибровка и чеканка поковок.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.