Штампом называется инструмент для обработки давлением, поверхность или контур одной или обеих частей которого соответствует контуру обрабатываемой детали. Штампы относятся к узкоспециализированному инструменту. Слeдoвaтельно, для получения деталей различных по массе и конфигурации возникает необходимость изготовления своего штампа для каждой детали.
В зависимости от характера деформирования металла и учета ряда особенностей при объемной штамповке на молотах, прессах или горизонтально-ковочных машинах инструмент для штамповки подразделяется на штампы для молотов, прессов и горизонтально-ковочных машин.
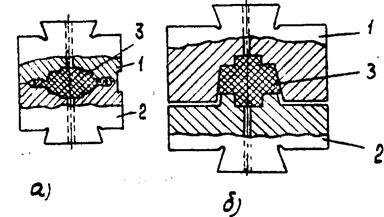
Рис. 37. Штампы для открытой и закрытой штамповки:
а — открытый штамп;
б — закрытый штамп; 1 — верхняя половина штампа;
2 — нижняя половина штампа; 3 — изделие
Штампы для молотов состоят из двух разъемных частей, которые в собранном виде образуют одну или несколько внутренних полостей, называемых ручьями. В зависимости от этого объемная штамповка разделяется на штамповку в открытых и закрытых штампах (рис. 37).
При штамповке в открытом штампе поковка получается с облоем — заусенцем по месту разъема штампа. Облой с поковки удаляется с помощью обрезных штампов. При штамповке с облоем полость штампа хорошо заполняется металлом, так как объем заготовки берется больше объема полости штампа. Таким образом, штамповка в открытых штампах допускает применение заготовок, отличающихся между собой по массе и объему. Штамповка в открытых штампах обычно производится на молотах, прессах и ковочных вальцах.
Безоблойная штамповка представляет собой деформацию металла в закрытых штампах, в которых образование облоя не предусматривается.
Для получения поковок в закрытом штампе без избытка и недостатка металла требуется строгое равенство объема заготовки объему полости штампа, иначе при излишке металла штамп не закроется и поковка не будет сформирована, а при недостатке металла — будет неполное заполнение полости штампа. Такие поковки идут в брак.
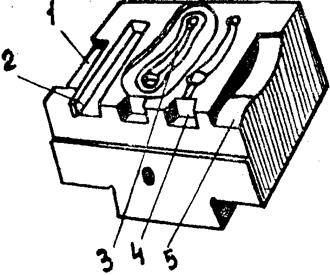
Рис. 38. Многоручьевой штамп:
1 — протяжной ручей; 2 — подкатной ручей; 3 — окончательный ручей; 4 — предварительный ручей; 5 — гибочный ручей
Облойная и безоблойная штамповка на молоте может осуществляться в одноручьевых или многоручьевых штампах.
Одноручьевые штампы применяются для получения поковок несложной конфигурации, формы и размеров. Изготовление поковок сложной формы осуществляется в многоручьевых штампах, состоящих из заготовительных и штамповочных ручьев. Заготовительные ручьи предназначены для подготовки заготовки к последующей штамповке. Штамповочные ручьи предназначены для окончательного формирования поковки. 3аготовительные ручьи размещаются в одном общем или в нескольких отдельных штампах. На рис. 38 показан многоручьевой штамп с последовательным изготовлением поковки по переходам.
Многоручьевые формовочные штампы, прикрепляемые к pa6очим органам оборудования, применяются для объемной штамповки деталей сложной формы с переменными сечениями по длине: шатуны, коленчатые валы, изогнутые рычаги, детали автоматики, крестовины и т. д. Формовочные штампы этого типа выполняются с несколькими ручьями. Одна группа ручьев — заготовительных — служит для предварительного формообразования заготовки; другая группа — штамповочных — для предварительной и окончательной объемной штамповки. Мерная заготовка из проката сначала последовательно обрабатывается в заготовительных ручьях, в которых ей придается форма, близкая к очертаниям штамповочного ручья, а затем при том же нагреве штампуется в штамповочных ручьях. Перекладка заготовок из ручья в ручей при небольших размерах производится кузнечными клещами.
К заготовительным ручьям, служащим главным образом для предварительного перераспределения металла заготовки вдоль ее оси, относятся:
— протяжной ручей — служит для уменьшения поперечного сечения и увеличения длины заготовки;
— подкатной ручей — служит для точного распределения металла по длине заготовки за счет уменьшения ее поперечных сечений на одних участках и увеличения их на других;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.