Величина шага точек при шовной сварке лежит в пределах 1,4 — 1,5 мм и увеличивается с повышением толщины свариваемых металлов. Отдельные точки, образующие шов, перекрывают друг друга не менее чем на половину их длины. Ширина шва определяется шириной роликов и режимом сварки. Примерные режимы шовной контактной сварки малоуглеродистых сталей представлены в табл. 11.
Таблица 11
Режимы шовной контактной сварки малоуглеродистой стали
|
Толщина листов, мм |
Диаметр роликов, мм |
Усилие сжатия, Н/м2 |
Скорость сварки, м/мин |
Сила тока, А |
Длительность процесса, с |
|
|
сварки |
паузы |
|||||
|
0,25+0,25 |
160 |
800—1200 |
2,5—3,5 |
4000—6000 |
0,03—0.06 |
0,01—0,02 |
|
0,5+0,5 |
180 |
1300—2000 |
1—3 |
5000—8000 |
0,04—0,08 |
0,02—0,04 |
|
1+1 |
200 |
1800—3000 |
1—3 |
6000—15000 |
0,04—0,08 |
0,02—0.04 |
|
1,5+1,5 |
220 |
2500—3750 |
0,6—1,5 |
10000—18000 |
0,08—0,16 |
0.04—0,08 |
|
2+2 |
250 |
3200—4500 |
0,5—1 |
18000—30000 |
0,16—0,24 |
0,08—0,12 |
В практике производства наибольшее применение находит прерывистая сварка. Прерывистая сварка обеспечивает меньшее обгорание роликов и снижает возможность прожига свариваемых деталей. Прерывистая сварка чаще всего выполняется с непрерывным вращением роликов и прерывистой подачей тока.
Сварочные машины для шовной контактной сварки по своему устройству подобны точечным машинам. Их отличие заключается в конструкции привода роликов и механизма давления на свариваемые металлы.
15. ГАЗОВАЯ СВАРКА
15.1. СУЩНОСТЬ ПРОЦЕССА ГАЗОВОЙ СВАРКИ.
Газовой сваркой называется сварка плавлением, при которой нагрев кромок соединяемых частей происходит пламенем газов, сжигаемых на выходе горелки для газовой сварки.
Классификация газовой сварки приведена на рис 74.
Из всех видов сварки наибольшее применение в промышленном производстве получила ацетилено-кислородная сварка, в которой горючим газом служит ацетилен. Сущность способа газовой сварки состоит в следующем (рис. 75).
В сварочную горелку 1 подается кислород О2 и ацителен С2 Н2, получаемый в ацетиленовом генераторе из карбида кальция при взаимодействии на с водой по реакции:
СаС2 + Н2 О == Са (ОН)2 + С2Н2
В горелке газы смешиваются и при выходе из нее образуют горючую смесь, воспламеняемую при температуре 400—420°С. Ацетилен при сгорании в смеси с кислородом выделяет большое количество тепла (11470 ккал/м3) и дает высокую температуру пламени (3150°С) Пламя 2 расплавляет основной 3 и присадочный 4 металлы с образованием сварочной ванны 5. При остывании ванны происходит совместная кристаллизация перемешанных основного и присадочного металла, что приводит к образованию сварного шва 6.
Горение ацетилена в сварочном пламени можно условно разделить на три стадии.
1 Распад ацетилена
С2Н2 + О2 = 2С + Н2 + О2
2. Сгорание за счет кислорода, поступающего из горелки
2С + Н2 + О2 == 2СО + H2 + Q
3. Полное сгорание за счет кислорода воздуха
2СО+Н2 + 1,5О2 = 2CO + H2О – Q
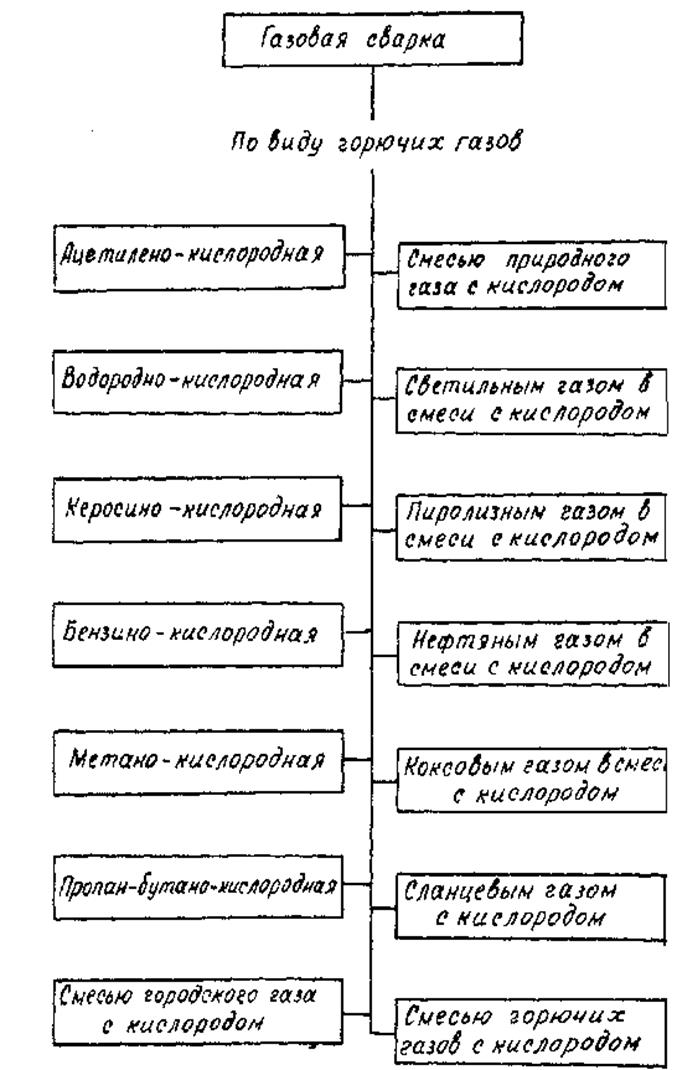
Рис. 74. Классификация газовой сварки по технологическим признакам
В связи с процессом горения сварочное пламя имеет три резкоочерченные зоны (рис. 76).
I — ядро пламени, имеющее яркое свечение. Температура в этой зоне достигает до 500 — 600°С.
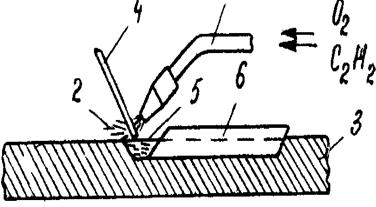
Рис. 76. Схема газовой сварки
II — рабочая зона, используемая для расплавления основного и присадочных материалов. Максимальная температура в данной зоне достигает до 3000 — 3200°С.
III — зона догорания. B этой зоне происходит догорание ацетилена за счет кислорода атмосферы окружающего воздуха. Пламя этой зоны имеет светло-желтый цвет и называется факелом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.