Дуговой сваркой плавящимся электродом называется сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным материалом.
По степени механизации процесса дуговая сварка плавящимся электродом подразделяется на ручную, полуавтоматическую и автоматическую.
Ручной дуговой сваркой называется сварка штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производятся вручную. Ручная дуговая сварка получила самое широкое применение при ремонте в полевых условиях, а оборудование для производства сварочных работ входит в комплект штатных ремонтных мастерских.
Ручная дуговая сварка плавящимся электродом производится открытой дугой, т. е. без подачи защитного газа или сварочного флюса в зону горения дуги, и зона дуги доступна наблюдению.
Сущность способа сварки плавящимся электродом заключается в следующем. К электроду и свариваемому изделию для образования и поддержания электрической дуги подводится от источников питания постоянный или переменный ток. Дуга расплавляет металлический стержень электрода и основной металл. Расплавляющийся металлический стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну. Сварочная ванна представляет собой часть металла сварного шва, находящегося при сварке в жидком состоянии. В ванне происходит смешивание металлов электрода и изделия, находящихся в жидком состоянии, а расплавленный шлак всплывает на поверхность.
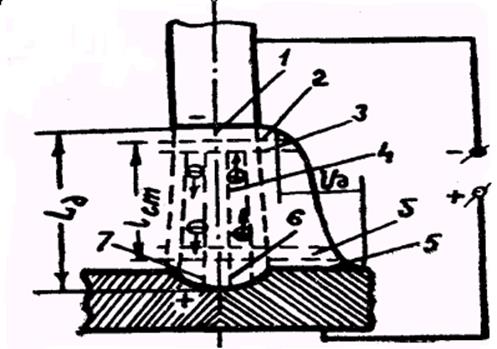
Рис. 58. Схема сварочной дуги:
1 — катодная область; 2 — область катодного падения напряжения; 3 — переходные области; 4 — столб дуги; 5 — область анодного падения напряжения;
6 — кратер; 7 — анодная область
Глубина, на которую расплавляется основной металл, называется глубиной проплавления. Она зависит от режима сварки, пространственного положения шва, скорости перемещения дуги по поверхности, конструкции сварного соединения, формы и размеров разделки свариваемых кромок и т. д. Размеры сварочной ванны зависят от режима сварки и обычно находятся в следующих пределах: глубина до 7 мм, ширина 8—15 мм, длина 10 — 30 мм. В формировании сварного шва доля основного металла (изделия) составляет 15 — 35%.
В процессе сварки расплавляющееся покрытие (обмазка) электрода образует вокруг дуги и над поверхностью сварочной ванны газовую атмосферу, которая препятствует взаимодействию жидкого металла с атмосферой воздуха. Кроме того, расплавленный шлак, покрывая капли электродного металла и поверхность расплавленного металла сварочной ванны, способствует предохранению их от контакта с воздухом и участвует в металлургических взаимодействиях с расплавленным металлом.
Кристаллизация металла сварочной ванны приводит к образованию сварного шва, соединяющего свариваемые металлы. Таким образом, в основе получения сварных соединений при дуговой сварке является сварочная дуга.
Сварочная дуга представляет собой мощный длительный электрический разряд между металлом электрода и изделия, происходящий в хорошо ионизированной газовой среде при большой силе тока и сопровождающийся большим выделением тепловой и световой энергии
Основание дуги на отрицательном электроде (катоде)называется активным катодным пятном, а ее основание на положительном электроде — анодным. Область между катодным и анодным пятнами называется столбом дуги, а расстояние от активного пятна на расплавленной поверхности электрода до другого активного пятна дуги на поверхности сварочной ванны называется длиной дуги (рис. 58). Под действием тепла дуги и давления газов в свариваемом металле образуется кратер.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.