Из штрибсов путем их гибки и последующей сваркой получают трубы сварные диаметром 426—630мм с толщиной стенки 7—12 мм.
К специальным видам проката относятся вагонные колеса, зубчатые колеса, шары, получаемые методом поперечной прокатки.
Периодический прокат применяется как фасонные заготовки для последующей объемной штамповки или как заготовки под чистовую механическую обработку. Это прокат, поперечное сечение которого по длине заготовки (прутка) периодически изменяется. К данному прокату относятся: заготовки для вагонных осей, шатунов двигателей автомобиля, деталей автоматики др. Этот прокат получают, как правило, методом косой прокатки на специальных станах.
6.3. ОБОРУДОВАНИЕ ДЛЯ ПРОКАТКИ МЕТАЛЛА
Прокатное оборудование предназначено для обработки металлов давлением и получения различных профилей проката. К основному оборудованию относятся прокатные станы. Главной частью прокатного стана (рис. 26) является рабочая клеть с прокатными валками. Вращение валков осуществляется от двигателя через соединительные муфты, редуктор, шестеренную клеть и соединительные шпиндели. Прокатный стан снабжен рольгангом, предназначенным для перемещения заготовок к валкам и от них, кантователем, пилами, ножницами, правильными машинами и др. Управление работой стана осуществляется с пульта. Прокатные станы подразделяются на группы по направлению вращения и числу валков, по конструкции и взаимному расположению рабочих клетей и по назначению.
По направлению вращения валков прокатные станы делят на нереверсивные, с постоянным направлением вращения валков, и реверсивные, позволяющие вести прокатку в прямом и обратном направлении.
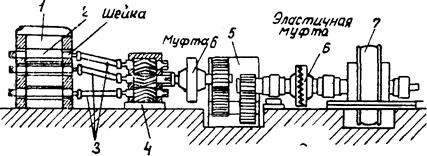
Рис. 26. Схема прокатного стана:
/—рабочая клеть; 2— прокатные валки; 3—соединительные шпиндели; 4—шестеренная клеть; 5— редуктор; б—соединительные муфты; 7—электродвигатель
По числу валков и конструкции рабочих клетей различают прокатные станы (рис. 27): двухвалковые (дуо-станы), реверсивные, главным образом черновые 1, применяемые для прокатки толстых листов и крупных профилей, и нереверсивные — для различных заготовок и сортового проката; трехвалковые (трио-станы) 2, имеющие три валка, позволяющие пропускать заготовку в прямом и обратном направлениях; многовалковые, имеющие четыре (кварто) 3, шесть или двенадцать валков 4, 5. из которых два валка малого диаметра прокатные, а остальные опорные, предохраняющие прокатные валки от прогибания. Многовалковые станы отличаются большой жесткостью, обеспечивают равномерность толщины листа и используются при прокатке тонкого листа фольги; универсальные 6, имеющие горизонтальные и вертикальные валки, позволяющие осуществлять обжатие в горизонтальном и вертикальном направлениях; применяются они при прокатке широких полос и двутавровых балок с широкими полками; станы с косым расположением валков — для проката труб.
Прокатные станы могут иметь одну, две или несколько рабочих клетей, по расположению которых различают: линейные станы (рельсобалочные и крупносортные) с расположением рабочих клетей в одну линию; ступенчатые станы (тортовые) с расположением рабочих клетей ступенями в 2— 3 параллельные линии; непрерывные станы (для тонких листов, лент и мелких профилей) с расположением клетей в затылок одна другой, что обеспечивает возможность непрерывной прокатки.


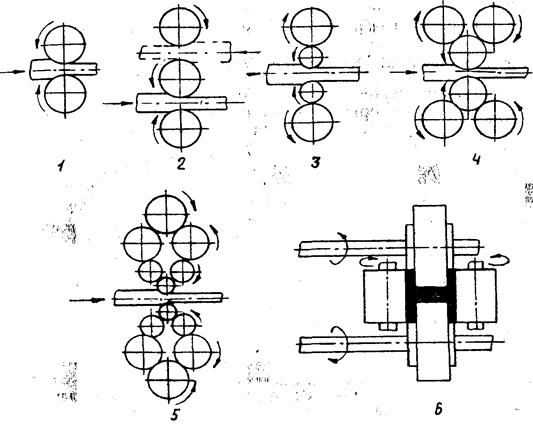
Рис. 27. Схема расположения валков в клети прокатного стана.
По назначению прокатные станы подразделяются на:
— обжимные, к которым относятся блюминги — мощные реверсивные дуо-станы и слябинги—мощные универсальные реверсивные двухклетевые станы (одна клеть с вертикальными, вторая с горизонтальными валками). Блюминги и слябинги предназначены для обжатия стальных слитков массой 25—30 т соответственно в блюмсы — квадратные заголовки (400Х400 мм), которые служат для дальнейшей обработки на сортовой прокат, и слябы — заготовки прямоугольного сечения, предназначенные для получения листов;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.