Постоянный ток прямой полярности используется обычно при сварке массивных деталей из черных металлов, когда для хорошего провара требуется выделить больше тепла в свариваемом металле. При сварке переменным током форма сварочной дуги с полярностью электродов не связана и на обоих электродах выделяется одинаковое количество тепла. Основными параметрами сварочной дуги являются напряжение на электродах, сила сварочного тока и длина дуги.
При постоянном значении сварочного тока с увеличением длины дуги напряжение возрастает вследствие повышения электросопротивления межэлектродного промежутка.
В момент возбуждения дуги требуется повышенное напряжение между электродами для сообщения свободным электронам большой энергии движения и обеспечения ионизации дугового промежутка. При установившемся режиме сварки, когда дуговой промежуток ионизирован, напряжение дуги снижается. При постоянной длине дуги ее напряжение и сила тока могут быть выражены графической зависимостью UД = f(lД), называемой статической вольт-амперной характеристикой сварочной дуги (рис. 59).
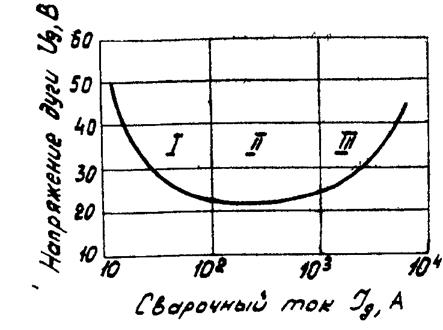
Рис. 59. Статическая вольт–амперная характеристика сварочной дуги
В зависимости от значения сварочного тока вольт-амперную характеристику можно разделить на три характерных участка. Hа первом участке при значении тока до 80 А напряжение дуги резко падает. Это объясняется тем, что при дуге малой мощности с повышением значением тока увеличивается площадь сечения столба дуги и его электропроводность. Дуга при небольших значениях тока малоустойчива и при сварке используется ограниченно. С увеличением тока до 800 А (участок II) напряжение дуги остается постоянным. При данных условиях площадь активных пятен увеличивается пропорционально току, в связи с этим плотность тока и падение напряжения во всех участках дугового разряда остаются постоянными. Сварочная дуга с такой характеристикой используется наиболее широко.
На третьем участке при значениях тока свыше 800 А напряжение дуги повышается, так как при больших значениях тока его плотность на катоде сильно увеличивается, а рост катодного пятна ограничивается поверхностью электрода, что вызывает снижение электропроводности. Дуга с высокими значениями тока используется при автоматической сварке под слоем флюса и в среде защитных газов.
Перенос электродного материала в сварочную ванну осуществляется в основном под действием электромагнитных сил и сил тяжести в виде капель размером от 0,1 до 6,0 мм в диаметре. Чем выше сварочный ток и его плотность на электроде, тем меньше размер капель. На границе переходa твердого металла электрода в жидкое состояние под действием сил поверхностного натяжения и магнитных сил образуется сужение, называемое шейкой. Проходящий по электроду ток создает вокруг него магнитное поле и, взаимодействуя с последним, образует силу, сжимающую шейку, способствуя отрыву капли. По мере утонения шейки осевое усилие возрастает и оторвавшаяся капля приобретает большую скорость. В момент разрыва шейки жидкий металл интенсивно нагревается, что приводит к взрыву с образованием паров и возникновению сил, ускоряющих движение капли от электрода к сварочной ванне.
Сила тяжести при сварке в нижнем положении способствует переносу капель жидкого металла электрода в сварочную ванну, а при сварке в потолочном положении, когда капли электродного металла направляются снизу вверх, препятствует этому. Потолочные швы выполняются более короткой дугой. Электродный металл, попадая в сварочную ванну, перемешивается с расплавленным основным металлом. Кристаллизация расплавленных металлов приводит к образованию сварного шва.
12.2. ОБОРУДОВАНИЕ СВАРОЧНОГО ПОСТА
ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Специально оборудованное место для сварки называется сварочным постом. Сварочный пост для ручной дуговой сварки включает:
— сварочную установку;
— принадлежности и инструмент сварщика;
— дополнительное оборудование (металлический стол, кабину или ширму и т. п.).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.