Под выдвигается с помощью мостового крана или лебедки. На под загружают краном слиток, после чего его закатывают в печь. Вдоль боковых стен печи расположены горелки или форсунки. Воздух, нагретый в левом регенераторе , поступает к горелкам с обеих сторон печи по одной паре каналов . Горячие газы омывают слиток и по другой паре каналов , расположенных с обеих сторон печи, поступают в правый регенератор , нагревают его и уходят в дымоход . Когда правый регенератор нагреется (через 20—30 мин), а левый охладится, производится перекидка клапанов с тем, чтобы правый регенератор работал на нагрев воздуха, а левый нагревался уходящими газами. С помощью шибера регулируют количество подаваемого к горелкам воздуха. Для предохранения металлических частей платформы от горячих газов печь снабжена песочным затвором . Указанные печи работают с напряженностью пода 300 — 350 кг/м2 ч и имеют кпд 20—25%. Обычно печи с выдвижным подом устанавливают в цехах свободной ковки, оборудованных гидравлическими прессами, и в термических цехах.
Пламенные печи непрерывного действия. К печам непрерывного действия относятся методические печи, в которых заготовка в процессе нагрева передвигается от места загрузки к месту выдачи. Методические печи имеют довольно длинное рабочее пространство (до 30 м и более), которое может состоять из нескольких зон с различной температурой. На рис.20 изображен схематический разрез трехзонной (зоны I, II, III) методической печи с рекуператором. Печь имеет фигурный свод 1, отделяющий зоны друг от друга. Заготовки 4, поданные на загрузочную площадку 6, проталкиваются в печь с помощью толкателя 5. Толкатели могут действовать от гидравлического или механического привода. Для уменьшения усилия проталкивания заготовки перемещаются по стальным трубам 2, охлаждаемым водой.
![]()
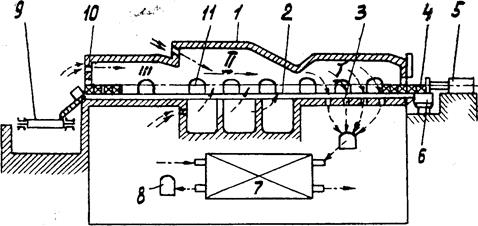
Рис. 20. Схематический разрез трехзонной методической печи
Первая зона печи является подогревательной и имеет температуру 600—800°; вторая—зона максимального нагрева (зона сварочных температур) — имеет температуру 1250 — 13500 (нагрев заготовок в этой зоне производится с двух сторон – сверху и снизу); третья зона является зоной выдержки, в которой происходит выравнивание температуры по сечению заготовок. Температура в третьей зоне обычно на 50—100° выше верхнего предела температурного интервала для данного металла.
![]() Печь
отапливается горелками или форсунками 10. Горячие газы движутся
навстречу перемещающимся заготовкам, омывают их и через каналы 8 в поду
первой зоны уходят в рекуператор 7, а оттуда в дымоход 8. Для наблюдения
за нагревом и правильностью расположения заготовок на под в боковых стенках
печи имеются окна 11. Печь начинает выдавать нагретый металл с того момента,
когда заготовки расположатся вплотную друг к другу по всей длине пода. При
перемещении холодной заготовки в печь продвигаются все предыдущие, и нагретая
заготовка попадает на рольганг 9, который подает ее к штамповочному или
прокатному агрегату.
Печь
отапливается горелками или форсунками 10. Горячие газы движутся
навстречу перемещающимся заготовкам, омывают их и через каналы 8 в поду
первой зоны уходят в рекуператор 7, а оттуда в дымоход 8. Для наблюдения
за нагревом и правильностью расположения заготовок на под в боковых стенках
печи имеются окна 11. Печь начинает выдавать нагретый металл с того момента,
когда заготовки расположатся вплотную друг к другу по всей длине пода. При
перемещении холодной заготовки в печь продвигаются все предыдущие, и нагретая
заготовка попадает на рольганг 9, который подает ее к штамповочному или
прокатному агрегату.
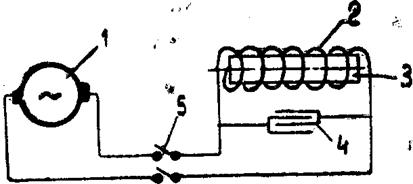
Рис. 21. Принципиальная электрическая схема индукционного нагрева
Печи указанной конструкции в основном применяются в прокатных и кузнечных цехах для нагрева крупных (толщиной более 200—250 мм) слитков и заготовок. Напряженность пода этих печей достигает 800—1000 кг/м2ч, к.п.д. составляет 30—40%, а удельный расход топлива почти в два раза меньше, чем в камерных печах. Методические печи могут применяться в кузнечно-штамповочных цехах для нагрева мелких и средних заготовок и небольших слитков.
Кроме рассмотренных печей, для нагрева металла применяются пламенные методические печи с выдвижным или наклонным подом, карусельные печи с вращающимся подом, непрерывные печи с роликовым подом и электрические нагревательные устройства.
Электрические нагревательные устройства подразделяются на устройства с электронагревом методом сопротивления, контактным электронагревом и индукционным нагревом.
![]()

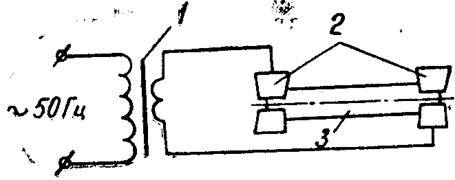
Рис. 22. Принципиальная электрическая схема контактного нагрева
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.