Различная температура различных частей формы вызывает появление в ней напряжений, вследствие чего форма подвергается дополнительным механическим нагрузкам. Возникающие та-
|
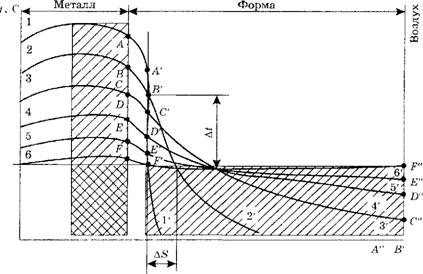
Рис.1.5. Отвод тепла из отливки формой: 1-6 — температура металла; Г-6' — температура формы |
ким образом напряжения зависят от соотношения At/AS, т.е. от температурного градиента в форме, и будут наибольшими в первый период после заливки формы, когда поверхность полости формы нагревается до наибольших температур, a AS приближается к нулю. Сложные процессы термического расширения формовочных материалов и сопровождающих его явлений еще более усложняются модификационными превращениями кварца.
Вследствие продолжающегося отвода тепла от отливки ее температура снижается согласно кривым 2'-6'. Температура поверхности отливки постепенно снижается до значений, обозначенных точками A-F. Соответствующие температуры поверхности полости формы показаны точками A'-F'. Через некоторый интервал времени в результате развития процесса теплопередачи температура наружной поверхности формы повышается (кривая 3'), и с этого момента тепло отводится от формы в окружающее пространство. Внешняя поверхность формы постепенно нагревается от температуры С" до F". Теплосодержание отливки выражается площадью под кривыми 1-6, а количество тепла, переданного в форму, — площадью под кривыми Г-6'.
Наряду с тепловыми процессами в форме при ее заливке расплавом происходят и весьма сложные химические процессы:
а) химические превращения формовочного материала или его отдельных компонентов под воздействием высокой температуры металла, заливаемого в форму;
б) расплавление некоторых составляющих формовочной смеси и их возможное взаимодействие с другими компонентами смеси;
в) химическое взаимодействие оксидов или других веществ, внесенных в форму залитым металлом;
г) непосредственное взаимодействие между формой и залитым металлом.
В результате химических процессов по типу а), б), в) снижается огнеупорность формовочного материала на границе контакта металла с формой, что приводит к образованию размягченного или полужидкого шлакообразного вещества, т.е. способствует появлению пригара на поверхности отливки. Реакции жидкого металла с формой, указанные в позиции г), могут вызвать разрушение формы и отливки.
Принцип всех химических реакций, возникающих в форме, состоит в соединении кислотных составляющих, содержащихся в формовочной смеси, с заливаемым металлом.
Следовательно, при заливке металла и в процессе его кристаллизации форма должна иметь достаточную прочность при высокой температуре, быть огнеупорной и химически инертной к заливаемому сплаву.
2. ФОРМОВОЧНЫЕ МАТЕРИАЛЫ И ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К НИМ
2.1. ПОНЯТИЕ О ФОРМОВОЧНЫХ МАТЕРИАЛАХ И ИХ ОСНОВНЫЕ ВИДЫ
Формовочными называются материалы, применяемые для изготовлеиия литейных форм и стержней. Формовочные материалы раздечшот на исходные формовочные материалы, формовочные и стержневые смеси, вспомогательные формовочные составы.
Исходные формовочные материалы разделяют на две группы:
а) основные — огнеупорная основа смеси, т.е. огнеупорный наполнитель, и связующие материалы;
б) вспомогательные материалы, придающие смесям определенные свойства.
Формовочные и стержневые смеси приготовляют из исходных формовочных материалов. Состав их зависит от назначения, способа формовки, рода заливаемого в форму металла.
Вспомогательные формовочные материалы — это краски, клеи, замазки и другие вещества, необходимые для изготовления и отделки форм и стержней.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.