Разделительные покрытия готовят из
нефтепродуктов и на основе кремнийорганических полимеров. К первым относят
растворы мазута и нефтебитума в керосине, а также озокерит, церезин,
минеральные масла и другие материалы. Эти покрытия дают значительный нагар на
оснастке, не обеспечивают минимальных усилий съема стержней, требуют смазки
ящиков после каждого съема, обладают значительной газотворной способностью. В
связи с этим такие разделительные покрытия не нашли достаточно широкого
распространения. Более эффективны разделительные покрытия на основе
кремнийорганических полимеров, к которым относят крем- нийорганическую жидкость
№5, жидкости СКТ-2, СКТ-3, СКТ-4 и каучук СКТ (синтетический каучук
термостойкий). Наибольшее распространение получило разделительное покрытие
СКТ-Р, представляющее собой 3-4%-ный раствор каучука СКТ в уайт-спирите.
Расход разделительного покрытия и кратность нанесения устанавливают в конкретных условиях в зависимости от качества поверхности и габаритных размеров стержневого ящика. Расход разделительного покрытия при повторном нанесении уменьшают в два раза, при однократном нанесении он составляет 10-20 см3. После нескольких съемов стержней ящик необходимо обдуть сжатым воздухом, в случае прилипания частиц смеси к рабочей поверхности их нужно удалить, а это место дополнительно смазать разделительным покрытием. Очистку наружных поверхностей оснастки необходимо производить мягкой стальной щеткой.
При изготовлении стержней в нагреваемой оснастке простановку внутрь стержня каркасов не производят, а высокая газопроницаемость стержней исключает необходимость выполнения в них вентиляционных каналов.
Заполнение стержневых ящиков и уплотнение смеси осуществляют, в основном, пескострельным методом. При этом могут использоваться стержневые ящики как с вертикальным, так и горизонтальным разъемом. Приготовление смесей может осуществляться как в лопастном, так и в катковом смесителях.
|
|
|
в нагреваемой оснастке |
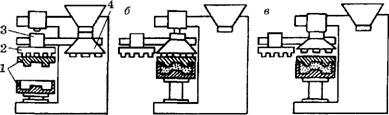
На рис. 7.15 приведена последовательность
операций изготовления стержня в нагреваемой оснастке с горизонтальным
разъемом. Цикл начинается со сборки нагретого до требуемой температуры ящика 1
(рис.7.15, а). Распаривающее устройство 3 ящика и устройство нагрева 2 верхней
его части передвигаются вперед. При этом пескострельная головка 4 с позиции
загрузки смесью переходит на рабочую позицию. Затем осуществляются операции:
подъем ящика 1, поджим головки 4 к нему и надув сме
си (рис.7.15, б); подъем головки и опускание ящика
(рис.7.15, в); перемещение верхнего нагревательного и
распаривающего устройств на рабочую позицию (рис.7.15, г);
перемещение головки на позицию загрузки смеси, отверждение стержня, раскрытие
ящика и выталкивание стержня из верхней половины ящика (рис.7.15, д); выталкивание стержня из нижней половины (рис.7.15, е) и удаление готового стержня съемником с последующей
транспортировкой его на окраску, подсушку, склейку, отделку и т.д.
Следует отметить, что стержень отверждается в ящике не по всему объему, а лишь до момента образования поверхностной корки, имеющей прочность, достаточную для осуществления со стержнем манипуляторных операций. После извлечения из ящика происходит объемное отверждение стержня за счет аккумулированной ими теплоты. Чтобы сократить расход смеси и ускорить процесс отверждения, стержни часто изготавливают пустотелыми, для чего в ящиках имеются специальные нагреваемые вставки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.