Q
(6.1)
<*сж
После заливки металла в форму стержень можно рассматривать как тело, погруженное в жидкость, тогда сила действия (Р) стержня на верхнюю полуформу равна:
Р = Vp - Q, (6.2)
где V — объем стержня без знаков, м3; р — плотность металла, кг/м3; Q — масса стержня со знаками, кг.
|
|
|
|
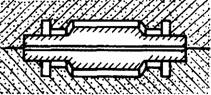
Поверхность каждого знака в верхней полуформе (рис.6.4, а) определяют по формуле:
°'5Р (6.3)
«в =
сг.
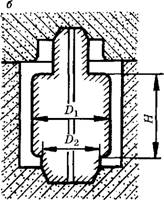
Для случая, изображенного на рис.6.4, б, сила действия стержня на верхнюю полуформу в период заливки будет:
(6.4)
Высоту нижних стержневых знаков выбирают по справочным данным в зависимости от длины или высоты стержня (Н) и его диаметра D, а для стержней прямоугольного сечения — от
А + в л
величины ------------- (А ж В — линеиные размеры сторон прямо.
2
угольника в сечении). Высоту верхних стержневых знаков вертикальных стержней принимают равной 0,5 высоты нижнего знака. Знаки должны быть таких размеров, чтобы предотвратить смыкание поверхности знаковых частей форм под влиянием массы стержня и нагрузок, возникающих при заливке формы расплавом. В целом размеры стержневых знаков стандартизированы, их определяют, как уже указывалось, в зависимости от габаритных размеров стержня по ГОСТ 3212-92. В соответствии с этим же ГОСТом стандартизированы зазоры между поверхностями знаковых частей форм и стержней, радиусы окружения кромок, размеры канавок противообжимных поясков, обжимных колец и полуколец, а также фиксаторов.
Вертикальные знаки выполняют у стержней, ось которых в форме расположена вертикально, а горизонтальные знаки характерны для стержней, ось которых находится в основном в горизонтальной плоскости разъема формы.
Вертикальные знаки обычно выполняют коническими с углом наклона до 10° — для знаков, расположенных в нижней полуформе, и до 6-15° — для знаков, расположенных в верхней полуформе.
Зазоры между поверхностями сопряжения знаков стержня и формы также предназначены для облегчения сборки форм. При установке стержней в форму часто выполняют дополнительную операцию по подгонке знаков стержня. Для исключения такой операции следует правильно выбирать величину необходимых зазоров между поверхностями знаковых частей стержня и формы. Величину зазоров для сырых форм выбирают, как правило, меньшей, чем для сухих и подсушенных форм.
Для предупреждения всплывания и перекоса стержней малого диаметра, имеющих только нижний знак, его делают с развитой нижней опорной поверхностью, а иногда выполняют с размерами несколько большими, чем знак формы. Это создает заклинивание знака стержня в сырой форме. У вертикальных стержней малых сечений опорный конусный нижний знак часто выполняют удлиненным. В некоторых случаях знаки стержней делают с обратным уклоном (конусностью). Такие, как правило, мелкие стержни накладывают на модель или вкладывают в соответствующее гнездо перед заполнением опок смесью и заформо- вывают вместе с моделью. При извлечении модели такие стержни благодаря обратной конусности их знаков остаются в форме.
Крупные стержни с большими сечениями устанавливают в форму на нижнюю поверхность, в которой, как правило, имеются выходные отверстия вентиляционных каналов. В данном случае важно предусмотреть такие зазоры между знаками стержня и формы, чтобы предотвратить попадание жидкого металла в вентиляционные каналы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.