|
Подача песка о
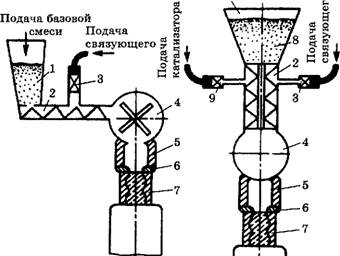
Рис.7.11. Схема изготовления стержней из ХТС на пескострельной машине: 1 — бункер с базовой смесью; 2 — шнековый дозатор; 3 — дозатор связующего; 4 — смеситель; 5 — пескострельный резервуар; 6 — надувная плита; 7 — стержневой ящик; 8 — бункер с песком; 9 — дозатор катализатора |
|
а |
|
б |
Основной особенностью ХТС является обратная взаимосвязь между скоростью отверждения и живучестью смеси. В связи с этим процесс ее приготовления должен быть максимально кратковременным (3-30 с), после чего смесь должна немедленно использоваться для изготовления форм или стержней. Наилучшим образом отвечают этим требованиям шнековые смесители непрерывного действия (рис. 7.10).
В
крупносерийном и массовом производстве стержней из ХТС можно применять
пескострельные стержневые машины, отличительной особенностью которых является
наличие узла приготовления смеси. При этом возможны два варианта конструкций
таких машин (рис.7.11). В соответствии с первой (рис.7.11, а)
в лопастный смеситель через шнековый дозатор поступает готовая базовая смесь,
включающая наполнитель и катализатор. Здесь в нее подается связующий материал и
после перемешивания готовая смесь передается в пескострельный резервуар, а из
него в стержневой ящик. По второй схеме (рис.7.11, б) два вертикальных
шнековых смесителя, расположенных над пескострельной головкой, готовят и подают
две базовые смеси — отдельно со свя
зующим и с катализатором — в смеситель, а затем в пескострельный резервуар. В
обеих системах принципиальной особенностью является приготовление замеса на
один стержень. При смене стержневого ящика производится переналадка дозирующих
устройств на новый объем замеса.
Серьезным недостатком этих установок, во многом сдерживающим их широкое применение, является необходимость работы со смесями, имеющими малую живучесть, что создает определенные трудности с очисткой пескострельного резервуара практически после каждого выстрела, опасность отверждения смеси непосредственно в машине при нарушениях в системе автоматического управления.
Технология изготовления стержней из песчано-смоляных ХТС отличается от традиционной технологии изготовления стержней (тепловой) в первую очередь тем, что уменьшается число технологических операций и их трудоемкость, отпадает необходимость в ряде транспортных операций и погрузочно- разгрузочных работ.
Учитывая то, что при отверждении ХТС усадка смеси составляет 0,5%, при проектировании оснастки должны быть предусмотрены повышенные на 30-50% уклоны. Как правило, стержневые ящики, особенно для сложных стержней, делают разъемными или вытряхными с отъемными частями, что облегчает извлечение стержней. ХТС обладают незначительной прили- паемостью к поверхности стержневых ящиков и моделей. В связи с этим в качестве разделительных покрытий применяют традиционные составы: смесь серебристого графита с керосином (1:2), 1- 2%-ный раствор парафина или воска в керосине или бензине и др. Разделительное поткрытие наносят на чистую поверхность ящика или модели тонким слоем, не допуская натеков, во избежание намокания поверхностного слоя стержня.
Стержневые ящики изготавливают из дерева, металла или пластмассы. При этом наименьшей адгезией смесь обладает к металлическим ящикам.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.