Таким образом, в конструкции пескострельной головки в отличие от пескодувной предусматривается: высокая гильза с вертикальными и горизонтальными прорезями для прохода воздуха, впускной быстродействующий клапан, встроенный ресивер.
|
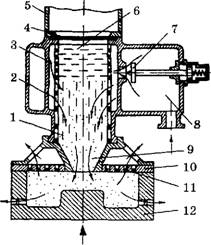
Рис.5.22. Схема пескострельного уплотнения смеси |
Процесс уплотнения смеси пескострельным
способом можно условно разделить на два этапа. В течение первого этапа пескост-
рельный резервуар практически служит питателем, причем питание опоки или
стержневого ящика сопровождается некоторым уплотнением смеси. Истечение смеси
через насадку 9 начинается через 0,02-0,06 с после открытия клапана 7, когда
давление сжатого воздуха над столбом смеси составляет лишь 40-60 кПа. Предварительное
заполнение смесью опоки или стержневого ящика заканчивается до достижения
максимального давления воздуха. Следовательно, ударное действие сжатого воздуха
на столб смеси незначительно. Основным фактором, обеспечивающим требуемое
уплотнение смеси, является перепад давлений в пескострельном резервуаре и
стержневом ящике или опоке.
На втором этапе происходит окончательное уплотнение за счет выдавливания дополнительной порции смеси, которая, впрессовываясь из насадка, принимает форму кома, уплотняющего как лежащие ниже слои, так и боковые. Объем кома тем больше, чем выше начальное давление сжатого воздуха в ресивере и чем медленнее оно снижается в процессе истечения смеси.
Следует отметить, что пескострельный процесс используется, в основном, для изготовления стержней и имеет ряд преимуществ перед пескодувным: значительно выше степень уплотнения и более равномерное ее распределение rjo высоте ящика; расход воздуха в 3- 5 раз ниже; значительно меньший абразивный износ пескострель- ной головки и стержневых ящиков, т.к. не происходит образования воздушно-песчаной смеси, пескострельные головки более просты в конструктивном исполнении по сравнению с пескодувными.
Скоростное (ударное) прессование заключается в том, что слоям смеси и отдельным частицам, так же как и при газовой или воздушно-импульсной формовке, сообщается достаточно высокая скорость движения (6-8 м/с). В результате удара слои смеси и прессовая колодка под действием сил инерции движутся с большой скоростью в направлении модельной плиты, что способствует более равномерному распределению плотности в объеме смеси, чем при статическом прессовании. Этому же способствует и то, что при ударе прессовой плиты о смесь повышается давление воздуха, находящегося в порах смеси. В результате образуются фильтрационные потоки, захватывающие отдельные песчинки и перемещающие их в направлении вент, что снижает внутреннее
трение и тем самым повышает равномерность распределения плотности в объеме смеси.
|
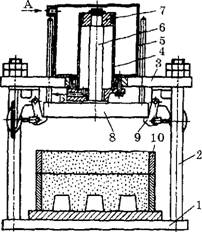
Рис.5.23. Схема рабочего органа процесса скоростного прессования |
Процесс скоростного прессования (рис.5.23)
осуществляется следующим образом. На нижнюю траверсу 1, соединенную четырьмя
колоннами 2 с верхней 3, устанавливается подмодельная плита, опока и
наполнительная рамка Ю, которые заполняются смесью. После этого осуществляется
впуск воздуха под давлением 0,5-0,6 МПа через отверстие А в ресивер 5, в
котором смонтирован рабочий цилиндр 4. Одновременно открывается отверстие Б
для свободного выхода воздуха из штоковой полости
цилиндра в атмосферу. Затем отводятся в сторону пневмозахваты 9, удерживавшие
от падения прессовую плиту 8, закрепленную на конце штока 6 пневмоцилиндра 7.
Под действием давления воздуха в ресивере прессовая колодка передвигается со
скоростью 6-8 м/с и ударяет по смеси, уплотняя ее.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.