Газоимпульсная
(взрывная) формовка осуществляется под действием энергии продуктов горения
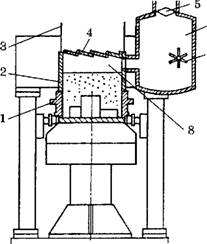
газообразных смесей. Для осуществления процесса уплотнения опоку 1 (рис.5.19)
прижимают к головке 2, которая одновременно выполняет функции наполнительной
рамки. После открытия жалюзийного затвора 4 смесь из бункера 3 подается в опоку
и наполнительную рамку. Затем жалюзи 4 возвращаются в исходное состояние,
герметично отделяя камеру 8 от бункера 3. В камеру сгорания 6 через клапан 5
подается газ (преимущественно метан), который вентилятором 7 в течение 2-3 с
смешивается с находящимся в ней воздухом. По-
еле этого газовоздушная смесь поджигается электрической искрой — происходит
быстрое горение (взрыв) газа и выделение в результате этого значительной
энергии, сообщающей смеси большую скорость в направлении модельной плиты. При
встрече с плитой или моделью смесь тормозится и уплотняется аналогично тому,
как это имеет место при пневмоим- пульсной формовке.
Обычно в газоимпульсных установках используют про- пан-бутановые смеси, ацетилен, смесь метана с воздухом и кислородом (в соотношении 1:10). По рекомендациям
проф. И.В.Матвеенко для уплотнения одной полуформы требуется газ в объеме, равном 20-25% объема полуформы, и сжатый воздух под давлением 0,2-0,25 МПа в количестве 1,6-2 объема полуформы. Максимальное давление газа над смесью в момент сгорания не превышает 0,3-0,5 МПа, длительность процесса уплотнения 0,02-0,05 с.
Преимущества газоимпульсного метода формовки: высокая производительность, хорошее качество литейной формы, низкий уровень шума, небольшой расход энергии. Стоимость энергозатрат в 45-50 раз меньше по сравнению с формовкой встряхиванием и почти в 20 раз меньше по сравнению с прессовым уплотнением литейных форм.
Пескодувное уплотнение литейных форм и стержней основано на воздействии на смесь силы песчано-воздушной струи в период заполнения опоки или стержневого ящика и фильтрации воздушного потока через смесь от вдувных отверстий к вентам технологической оснастки, продолжающегося после ее заполнения смесью.
|
Рис.5.19. Схема газоимпульсной формовки |
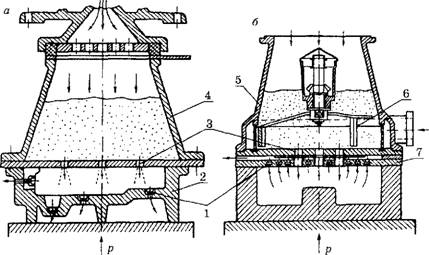
При уплотнении смеси пескодувным способом
(рис.5.20) сжатый воздух, поступая в пескодувную головку 4, давит на находящуюся
в ней формовочную или стержневую смесь, фильтруется через ее поры и
осуществляет своим потоком захват частиц смеси. Вылетая из пескодувной головки
через вдувные отверстия 3, частицы смеси заполняют полость опоки или
стержневого ящика 2, уплотняясь силой воздушного потока, а также вследствие
удара о поверхность ящика, модели или ранее остановленных слоев смеси. Кроме
того, в слое смеси возникает разность входно-
|
|
Рис.5.20. Схема пескодувного уплотнения смеси: а — с нижней вентиляцией; б — с верхней
го и выходного давлений воздуха тем большая, чем больше высота слоя. Эта разность давлений производит дополнительное динамическое прессующее действие на слой смеси. Отработанный воздух удаляется из полости опоки или стержневого ящика через вентиляционные втулки-венты 1, установленные в модельной или стержневой оснастке либо в надувной плите в случае использования систем с верхней вентиляцией (рис.5.20, б). В таких конструкциях пескодувных машин воздушно-песчаная смесь вдувается в опоку или полость стержневого ящика через отверстия 3, а отработанный воздух удаляется через венты 1, расположенные в надувной плите 7 пескодувной головки 5. Учитывая то, что в пескодувном процессе необходимо использовать смеси, обладающие высокой текучестью, а также для предотвращения предварительного уплотнения и разрыхления смеси, в пескодувных головках можно использовать механическую мешалку 6.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.