X = тх
~ т ■ 100 , (3.8)
т
где т — масса образца до испытания, т.\ — масса образца после испытания.
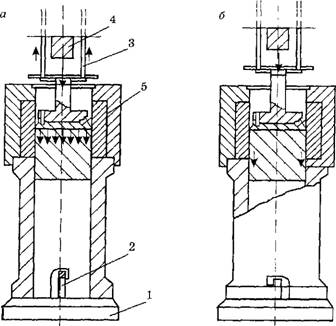
Прилипаемость — свойство, характеризующее способность сырой смеси прилипать к лентам транспортера, стенкам смесителя, бункеров и другого оборудования во время приготовления, транспортирования и хранения к поверхности модели или стержневого ящика при изготовлении форм и стержней. Прилипаемость ограничивает использование транспортных средств, вызывает необходимость частой очистки смесителей, бункеров. Прилипаемость смеси к модельной оснастке ухудшает качество поверхности форм и стержней, снижает производительность труда. Стандартных методов определения прилипаемости не существует. Однако из применяемых нестандартных методик наиболее совершенной признана методика определения прилипаемоста смеси по усилению отрыва основания от образца смеси (рис.3.7).
Образцы смеси диаметром и высотой 50 мм заформовывают- ся в специальной гильзе, состоящей из двух частей. В нижней части гильзы устанавливается подвижное основание 5. После уплотнения смеси гильза с образцом устанавливается на стол 1 растягивающего прибора и фиксируется замком 2. Первый этап испытания заключается в определении прилипаемости между подвижным основанием 5 и торцевой плоскостью образца
|
Рис.3.7. Устройство для определения прилипаемости смесей |
(рис.3.7, а). При отрыве образца от подвижного основания 5 его положение ограничивается пружинящим штифтом 4. Усилие отрыва характеризует прилипаемость смеси к поверхностям модели, перпендикулярным к направлению движения последней при выемке из формы. На втором этапе испытания определяется сила, необходимая для снятия части гильзы с образца (рис.3.7, б). Перед этим измерением штифт 4 удаляется и с помощью тянущего устройства 3 и подвижного основания снимается с образца верхняя часть гильзы. Полученная величина усилия является мерой прилипаемости смеси к стенкам модели, параллельным направлению движения.
Живучесть — свойство, характеризующее длительность сохранения смесью основных свойств. Необходимость учитывать это свойство смеси и выражать его количественно возникла в связи с разработкой формовочных и стержневых смесей, в которых могут самопроизвольно протекать процессы физико-химического взаимодействия между составными компонентами — различными видами самотвердеющих смесей с окружающей средой. Установившихся методов качественной оценки живучести смесей нет. Она может определяется визуально по всем объективным критериям или изменениям насыпной массы в зависимости от времени неуплотненной смеси.
Газопроницаемость. Для получения качественной отливки в литейной форме должны быть созданы условия, способствующие удалению газов через поры формовочной смеси, т.е. смесь должна быть газопроницаемой. Газопроницаемость формовочных смесей должна ставиться в зависимость от газотворной способности. При этом должны учитываться как общее количество выделяющихся газов, так и кинетика процесса газовыделения. Газовый режим литейной формы определяется газотворной способностью формовочных и стержневых смесей, газопроницаемостью форм и стержней. Под газовым режимом литейной формы понимается комплекс одновременно протекающих процессов газовыделения, химических реакций с участием газов, фильтрации газов через поры литейной формы или движение их через жидкий металл.
Получение качественных отливок возможно при
условии создания в литейной форме направленного газового потока. Фильтрация
газов, образующихся в форме в результате теплового воздействия металла на
формовочный материал, при направленном газовом потоке происходит от
поверхности отливки через материал форм и стержней в атмосферу. Нарушение
направленности газового потока может вызывать образование газовых дефектов.
Величина газопроницаемости формовочных материалов определяется по формуле,
основанной на законе фильтрации:
где Q — объем воздуха, проходящего через исследуемый образец
смеси; h — высота образца, 10~2 м; F — площадь
поперечного сечения образца; Ар — перепад давлений
воздуха перед образцом и за ним; т — продолжительность прохождения объема
воздуха Q через
данный образец.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.